OPTIMUM
MASCHINEN - GERMANY
808D
Page 145
ISO Mode
Brief instruction 808D Milling
Operating and Programming — Milling
Basic Theory
G84 Tapping cycle
Common programming structures:
G84 X—Y—Z—R—P—F—K
Motion process:
① Drilling motion (-Z) → cutting feed
② Motion at the bottom of the hole →
spindle rotation in negative direction
③ Retraction motion (+Z) → cutting feed
G85 boring cycle
Common programming structures:
G85 X—Y—Z—R—F—K
Motion process:
① Drilling motion (-Z) → cutting feed
② Motion at the bottom of the hole →
none
③ Retraction motion (+Z) → cutting feed
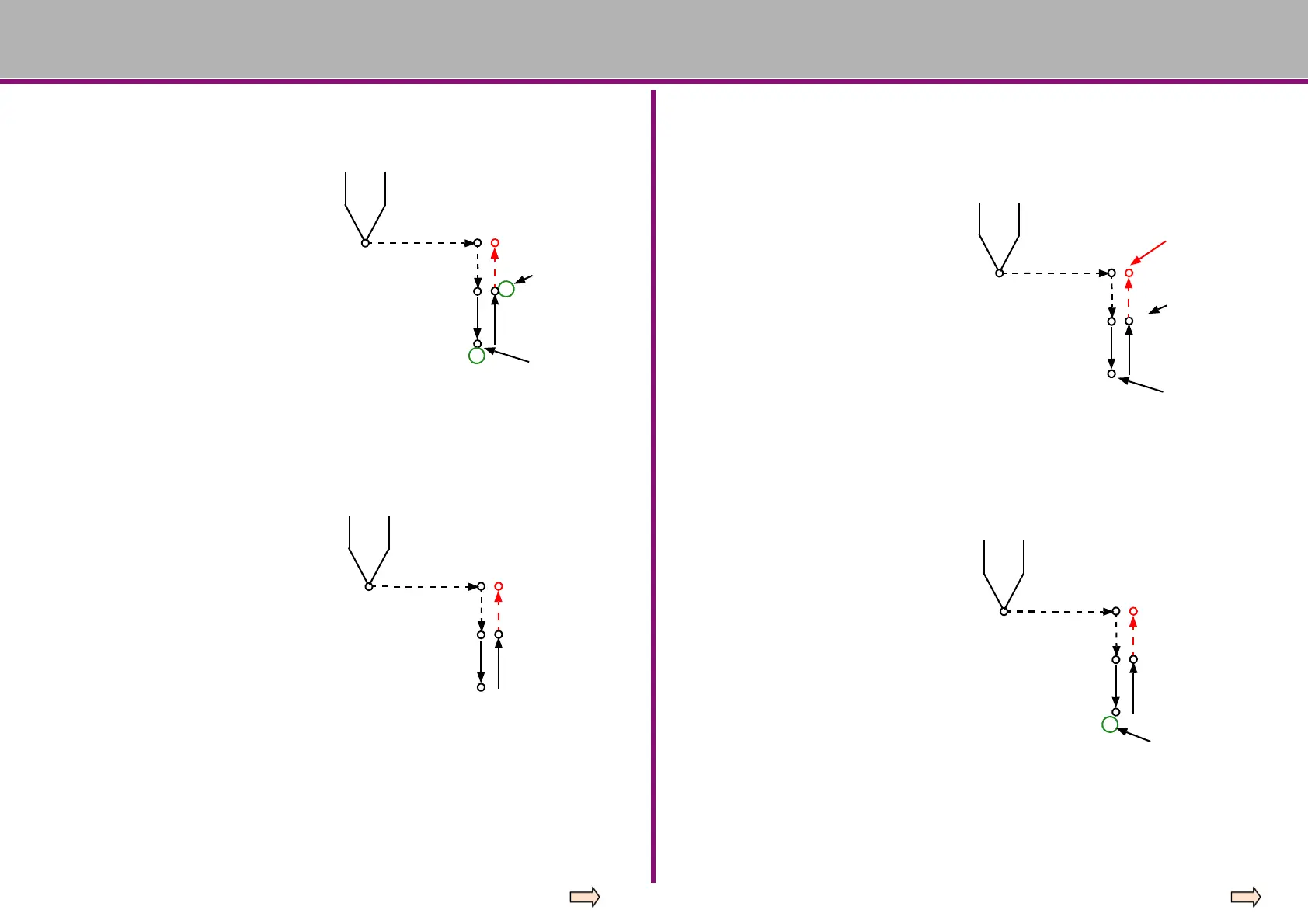
G85 execution operation graphic:
With command G99 without operation in red line
With command G98 with operation in red line
Except that the spindle is not rotating at the bottom of the
hole, G85 is same as G84
G84 execution operation graphic:
With command G99 without operation in red line
With command G98 with operation in red line
Origin
spindle CW
after pause
R point
Z point
spindle CW
after pause
Origin
R point
Z point
P
P
G86 boring cycle
Common programming structures:
G86 X—Y—Z—R—F—K
Motion process:
① Drilling motion (-Z) → cutting feed
② Motion at the bottom of the hole →
spindle stop
③ Retraction motion (+Z) → fast feed
G89 boring cycle
Common programming structures:
G89 X—Y—Z—R—P—F—L
Motion process:
① Drilling motion (-Z) → cutting feed
② Motion at the bottom of the hole →
pause
③ Retraction motion (+Z) → cutting
feed
G89 execution operation graphic:
With command G99 without operation in red line
With command G98 with operation in red line
Except that the spindle stops at the bottom of the hole, G89 is
same as G85
G86 execution operation graphic:
With command G99 without operation in red line
With command G98 with operation in red line
Except for the stop at the bottom of the hole, G86 is same as
G81
Pause
Origin
spindle CW
after pause
R point
Z point
spindle stop
after pause
spindle CW
after pause
Origin
R point
Z point
P
 Loading...
Loading...








