100c User Manual
26
ch.3
functions of the Orion, and to adapt this knowledge to specific applications.
As you can see from this example the Orion’s Arc Mode offers a lot of energy. At higher energies,
this mode is perfect for larger/thicker pieces, deeper weld penetration and for welding highly
conductive metals like silver.
Hands on: Try welding on a flat plate with 30, 50, 75, and 100 Ws of
energy. Stay at max length, and make sure you have a sharp
welding electrode.
Lower energy settings allow for welds on small parts and delicate
features. Having both power and precision allows users to have maximum versatility. Selecting
the proper weld setting is a matter of user preference and application necessity.
Hands On: Try welding at 3, 10, 25 Ws of energy. Make sure you have a
sharp welding electrode.
ENERGY VS. TIME
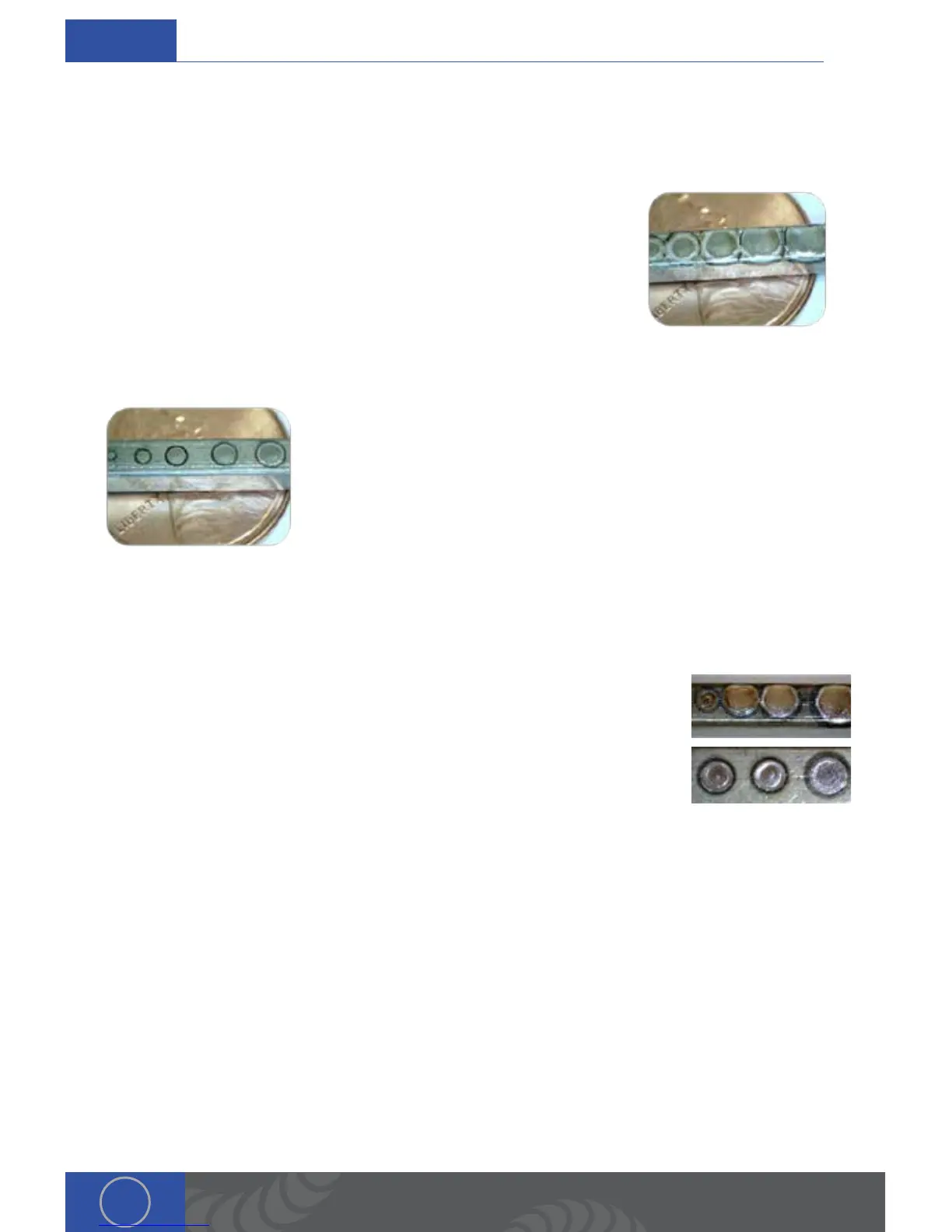
What happens if the time/duration of the weld is adjusted? As can be seen
in the figures below, the weld time controls the size of the pulse to a
smaller extent then the energy. It also controls the smoothness of the
weld puddle. Because the smoothness of the weld spot is also related to
the internal stress of the weld joint – a smoother weld will have less stress.
It is recommended that the user keep the weld time at max time for most
applications. e top image was welded at 25 Ws with 0, 2, 4, 8ms weld
time. e bottom image was welded at 75 Ws with 10, 20, 50ms weld length.
e two weld parameters (energy and time) can be understood with the following analogies.
Consider the Orion welder to be like a water tower. e amount of water in the tower is like the
energy stored in the welder. Firing the welder is like opening a large valve to let water out. e
length parameter in the welder can be thought of as how long the valve is left open. You can
discharge a very small amount of water by only having the valve open a short time, or you can
allow all of the water out of the tower by leaving the valve open for a longer period of time.
e actual weld puddle can be understood better using the following analogy. ink of the metal
surface as a pool of water in its frozen state. e welder’s arc discharge impacts the “water”
causing it to melt. e arc discharge also causes the now liquid “water” to ripple – similar to when
a stone has been thrown into a body of tranquil water. If the arc energy is removed quickly the
“water” freezes instantly and the ripples remain frozen into the water’s surface. If the arc heat
is removed more slowly, the ripples have a chance to dissipate and go away completely before
the water’s surface refreezes. is is why short weld time causes the weld spot to look rippled.