35
OrionWelders.com
ch.5
CONSIDERATIONS FOR ELECTRODE SHAPE:
1. When welding very small features, under about 1mm, the electrode should be sharp to help
focus the weld energy.
2. When welding with less than 20-30 Joules(Ws) the electrode will typically be sharp.
3. Some materials weld better with a sharp electrode (e.g. Stainless Steel).
4. When welding at very low energy settings a sharp electrode will help ignite the arc more easily.
5. Flattened tips provide arc stability at higher energies
6. At high energies a sharp tip may melt off during the welding process and contaminate the
work piece.
7. A large flat or completely blunt electrode tip for some metals is desirable (e.g. silver,
aluminum).
8. A large flat can be helpful on all metals depending on the desired weld puddle and the work
piece geometry.
9. Truncating the electrode helps to un-focus the weld energy and prevents “burrowing” in
mobile metals like silver.
10. How large you make the tip flat (e.g. a very small flat vs. a completely blunt electrode) is
determined by the amount of energy the Orion will deliver. At low energies no flat is needed,
where at maximum energy the tip can (if desired) be completely blunt. Remember, the
smaller the flat the easier the weld ignition.
A blunt electrode tip can be helpful when
making more powerful welds in silver to
help overcome silver’s high liquid mobility by
“un-focusing” the plasma over the entire
flattened area.
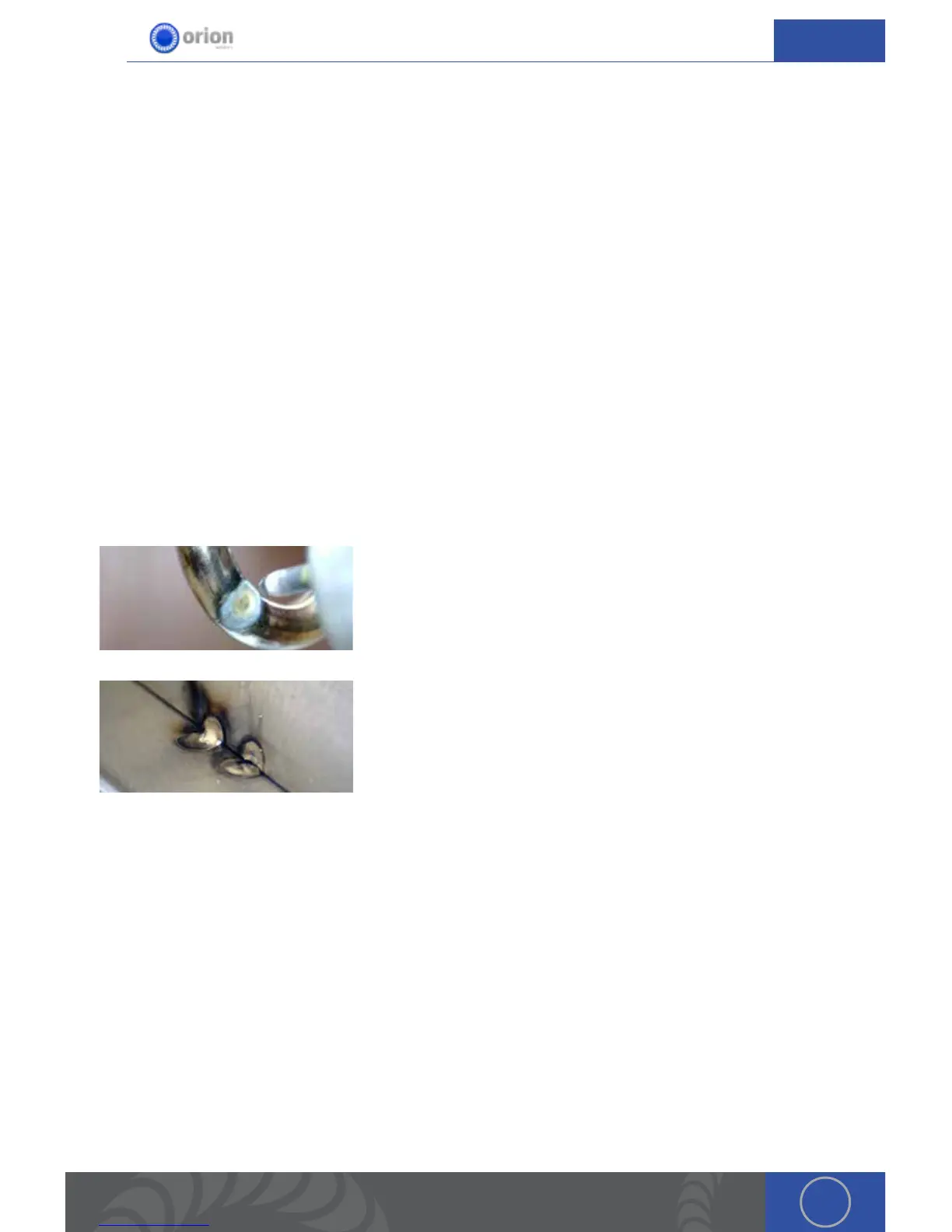
A sharp electrode will help place the weld
into tight geometries (left), a blunt electrode
can spread the energy and prevent weld
formation (right).
As discussed above, silver is really the major exception to having a sharp tip. Because of silver’s
high liquid mobility, a sharp electrode with a focused arc (at the very tip) will actually burrow a
hole in the center of the weld spot at higher energies. However, for small spots a sharp tip is still
recommended in silver. By using a blunted or truncated tip the energy is effectively spread over
the weld area and both the burrowing hole and the thin silver blow-through can be largely avoided.
TROUBLESHOOTING THE ELECTRODE
Poor weld results are most often traced back to electrode condition and shape. Because the
electrode condition is very important, the following table will help troubleshoot problems quickly.
In the table below we see that trouble igniting the arc can be cause by several different reasons.
e most common is a contaminated electrode. If the work piece metal contaminates the welding
electrode the following may occur: