Ref.: RX182/006
Versione 01/2017 - Italiano
E‟ vietata la riproduzione di questo documento e la divulgazione delle singole informazioni in esso contenute senza la nostra autorizzazione scritta.
Pagina 17 / 28
7 MONTAGGIO IN MACCHINA DEL RIDUTTORE SRP SENZA PIGNONE IN USCITA
AVVERTENZA! OPERAZIONI DI MOVIMENTAZIONE.
Il riduttore SRP può essere maneggiato utilizzando la cassa, l‟albero dei rinvii angolari, i
fori di fissaggio della flangia od il foro filettato in testa al pignone.
7.1 Tolleranza di montaggio della cremagliera
Parallelismo tra la superficie di riferimento della cremagliera e le guide lineari
Prima del riduttore SRP occorre montare le cremagliere. Seguire le istruzioni di montaggio del costruttore
delle cremagliere e rispettare le tolleranze qui di seguito indicate:
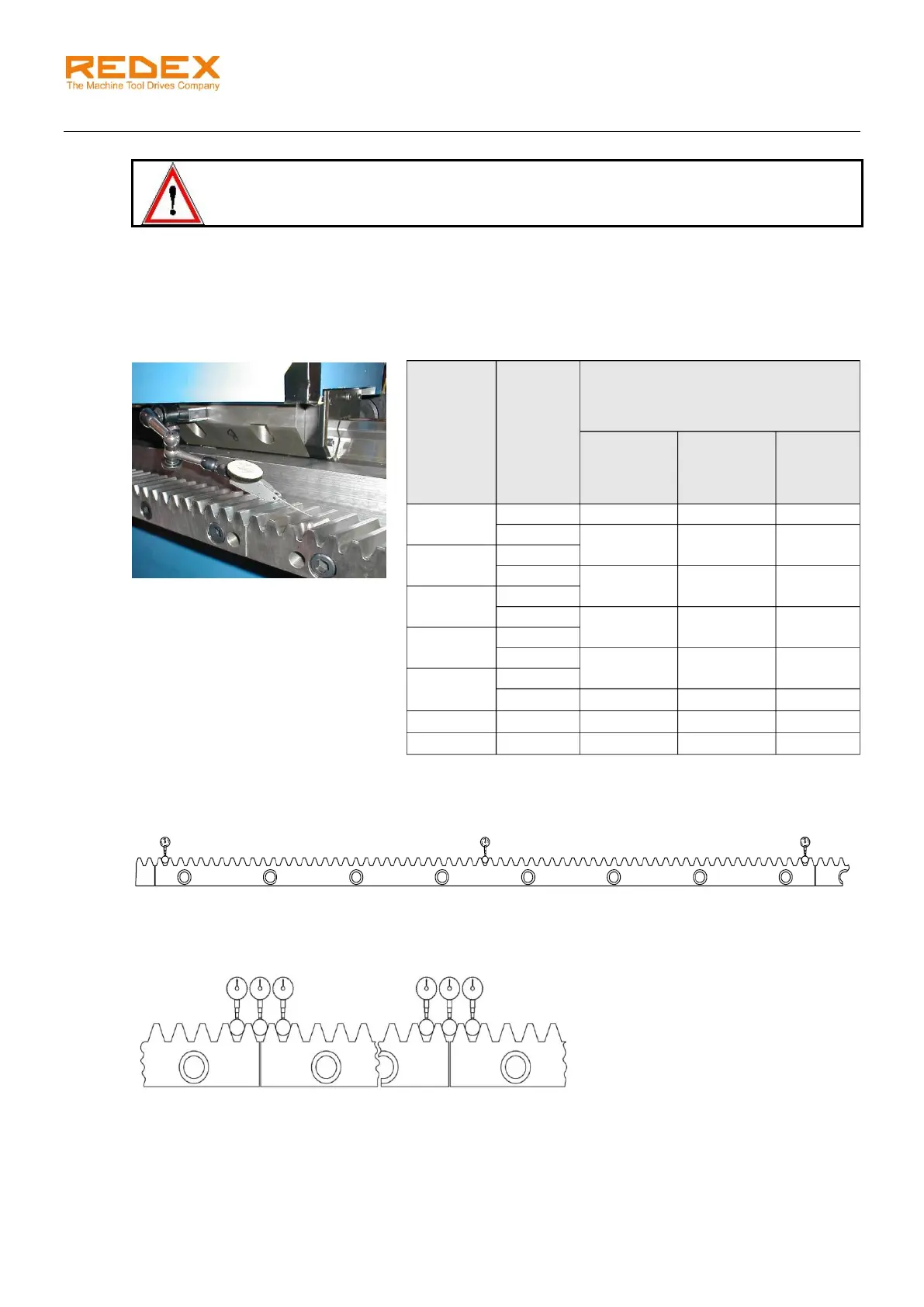
Occorre misurare il valore dell‟errore di parallelismo su 3 punti di ogni pezzo di cremagliera.
Questa verifica è necessaria per il corretto allineamento dei denti e per il corretto precarico (vedi
prossimo capitolo).
Raccomandiamo le stesse 3 misurazioni sulle giunzioni delle cremagliere come mostrato nel disegno qui
di seguito.
La variazione di misura tra i 3 compratori su ogni giunzione non deve eccedere:
- 0.015 mm per cremagliere Modulo 3
- 0.020 mm per cremagliere Modulo > 3
Modulo
(mm)
Massimo errore di parallelismo tra
cremagliera e guida lineare
Diametro
spina
Per un
della
0
5 0,015 0,04
1
6 0,02 0,05
2
8 0,02 0,05
3
10 0,02 0,05
4