Detailed Description
2.4 Tool: Tool radius compensation 2D (TRC)
Tool Compensation (W1)
2-64 Function Manual, 08/2005 Edition, 6FC5397-0BP10-0BA0
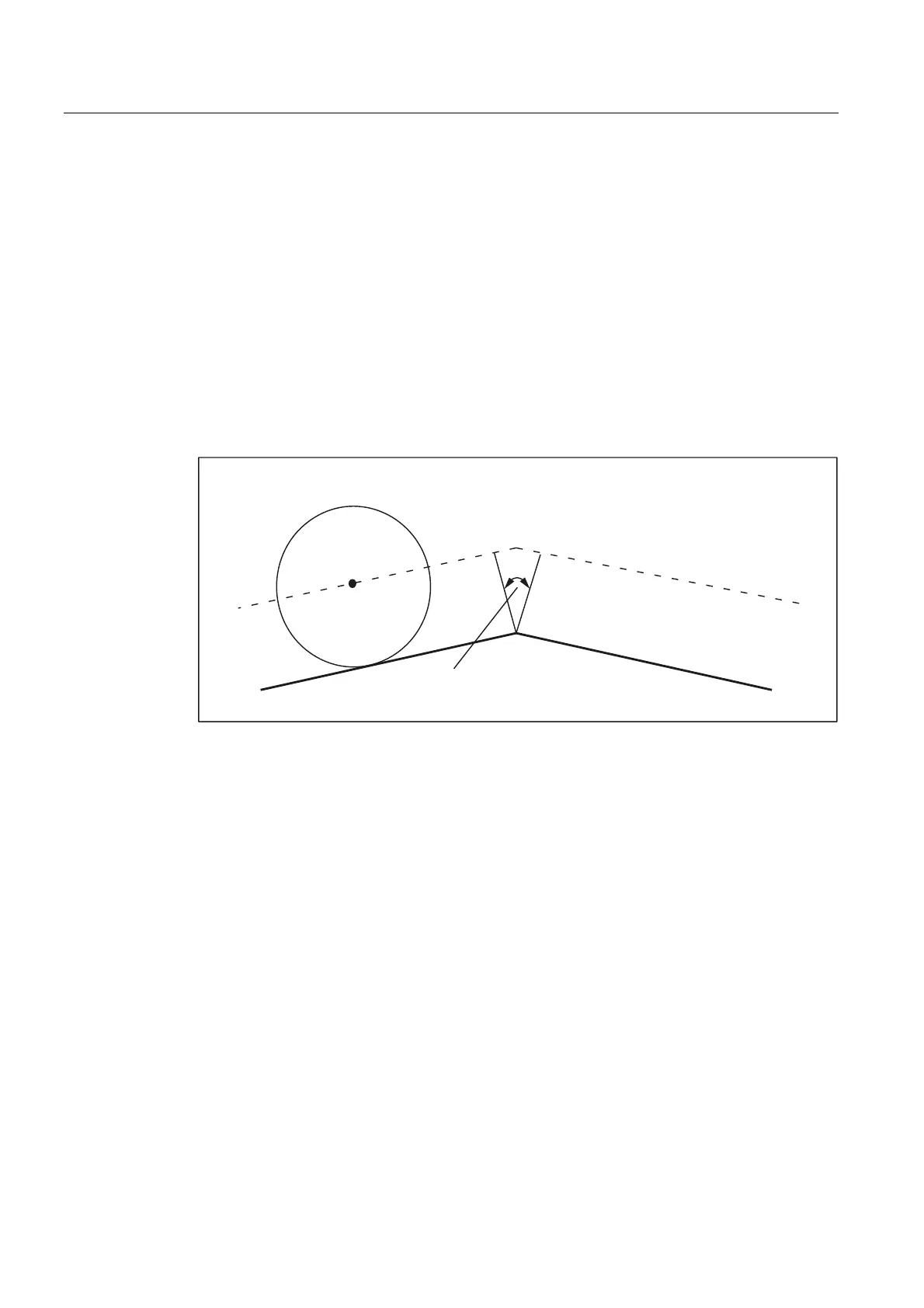
Very flat outside corners
Where outside corners are very flat, the response with G450 (transition circle) and G451
(intersection) becomes increasingly similar. In this case, it is no longer advisable to insert a
transition circle. One reason why it is not permitted to insert a transition circle at these
outside corners with 5-axis machining is that this would impose restrictions on speed in
contouring mode (G64). Therefore, the system switches automatically from G450 (transition
circle, with DISC where appropriate) to G451 (intersection) when outside corners are very
flat.
The contour angle, which can be traversed following this automatic switchover (transition
circle → intersection), can be defined in machine data:
MD20230 $MC_CUTCOM_CURVE_INSERT_LIMIT
(maximum angle for intersection calculation with TRC).
&RQWRXUDQJOH
%HORZFRQWRXUDQJOH
0'0&B&87&20B&859(B,16(57B/,0,7
QRWDWUDQVLWLRQFLUFOHEXWDQLQWHUVHFWLRQ
Fig. 2-30 Example of automatic switchover to intersection
 Loading...
Loading...















