Tool offsets
8.3 Online tool compensation (PUTFTOCF, PUTFTOC, FTOCON, FTOCOF)
Job planning
Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
8-9
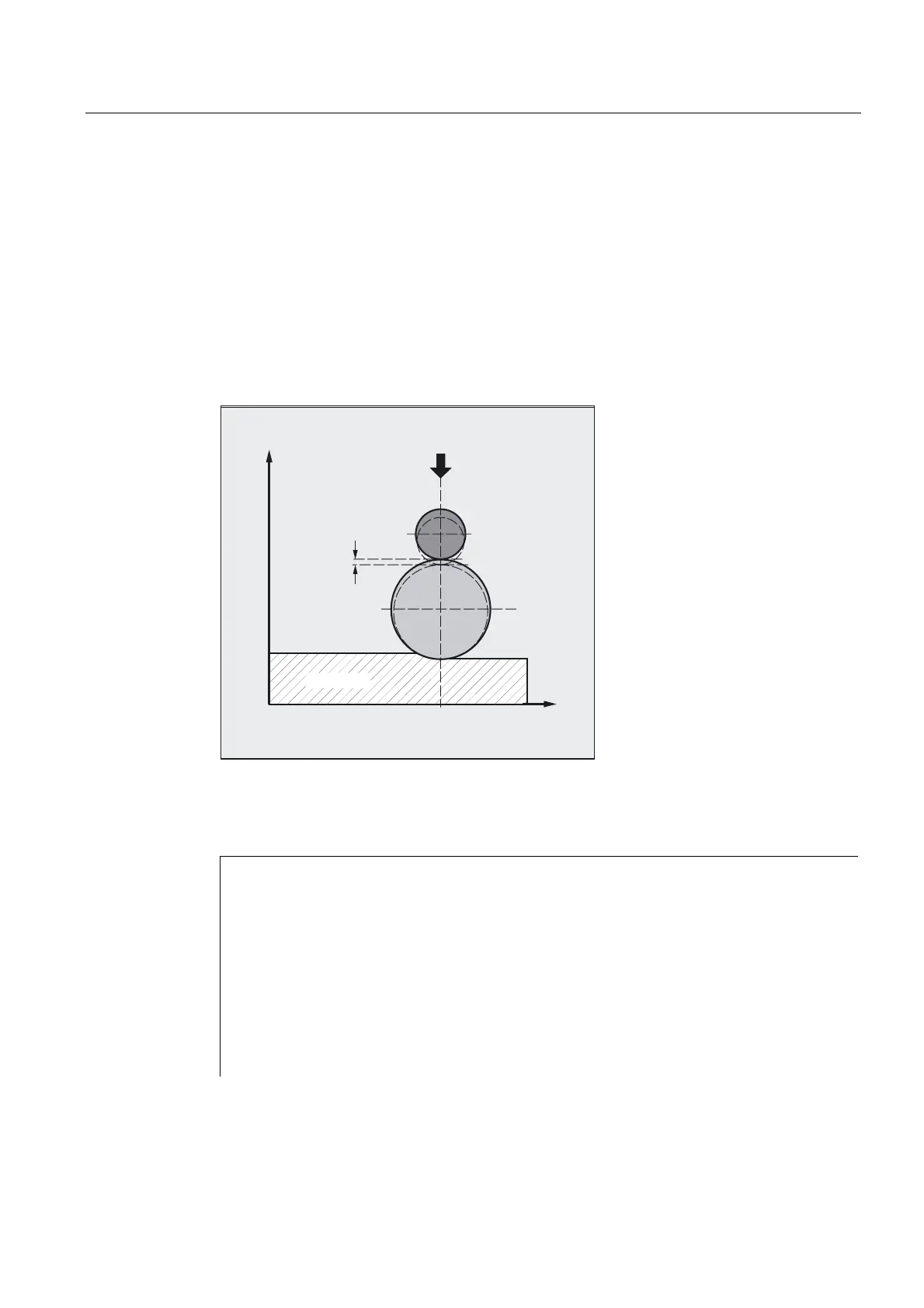
Example
On a surface grinding machine with the following parameters, the grinding wheel is to be
dressed by the amount 0.05 after the start of the grinding movement at X100. The dressing
amount is to be active with write online offset continuously.
Y: Infeed axis for grinding wheel
V: Infeed axis for dressing roller
Machine: Channel 1 with axes X, Z, Y
Dressing: Channel 2 with axis V
'UHVVLQJUROOHU
:RUNSLHFH
*ULQGLQJGLVF
;
<
Machining program in channel 1:
%_N_MACH_MPF
…
N110 G1 G18 F10 G90 ;Initial setting
N120 T1 D1 ;Select current tool
N130 S100 M3 X100 ;Spindle ON, traverse against starting
;position
N140 INIT (2, "DRESS", "S") ;Select dressing program on channel 2
N150 START (2) ;Start dressing program on channel 2
N160 X200 ;Traverse against target position
N170 FTOCON ;Activate online offset
N… G1 X100 ;Further machining
N… M30

 Loading...
Loading...



















