Motion synchronous actions
10.3 Main run variables for synchronized actions
Job planning
10-22 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
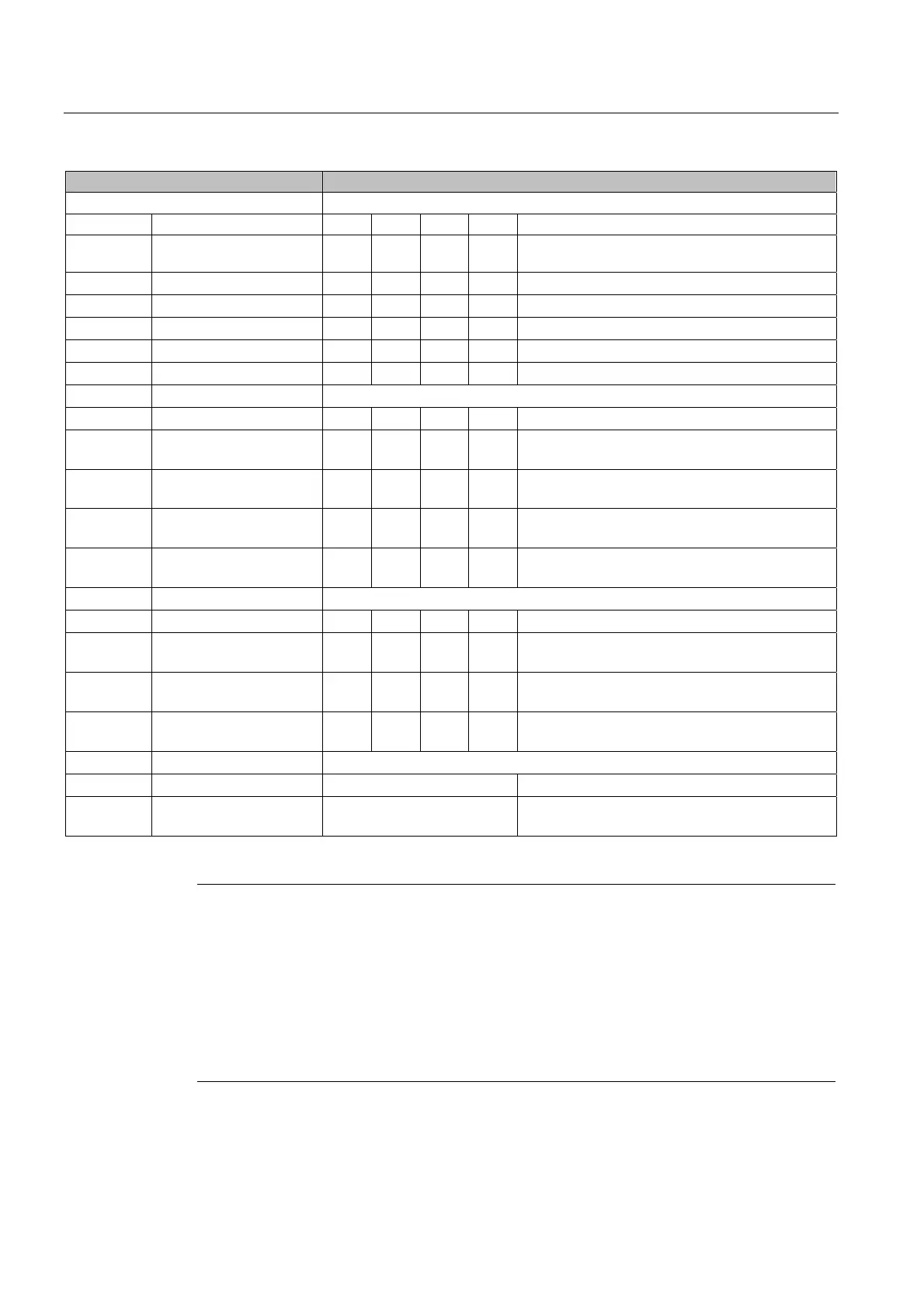
$AC_BLOCKTYPE $AC_BLOCKTYPEINFO
Value: Value:
0 Not equal to 0 T H Z E Meaning:
Original
block
Intermediate block Trigger for intermediate block:
Corner rounding with:
5 5 0 0 1 G641
5 5 0 0 2 G642
5 5 0 0 3 G643
5 5 0 0 4 G644
TLIFT block with:
6 6 0 0 1 linear movement of tangential axis and without lift
motion
6 6 0 0 2 nonlinear movement of tangential axis
(polynomial) and without lift motion
6 6 0 0 3 lift movement, tangential axis movement and lift
movement start simultaneously
6 6 0 0 4 lift movement, tangential axis does not start until
certain lift position is reached.
Path segmentation:
7 7 0 0 1 programmed path segmentation is active without
punching or nibbling
7 7 0 0 2 programmed path segmentation with active
punching or nibbling
7 7 0 0 3 automatically, internally generated path
segmentation
Compile cycles:
8 ID application ID of the compile cycle application that generated
the block
Note
$AC_BLOCKTYPEINFO always contains the value for the block type in the thousands digit (T)
in case there is an intermediate block. The thousands digit is not used in $AC_BLOCKTYPE
not equal to 0.
T: Thousands digit
H: Hundreds digit
Z: Tens digit
E: Units digit

 Loading...
Loading...



















