Motion synchronous actions
10.5 Technology cycles
Job planning
10-68 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
If actions that are mutually exclusive are called up in the same interpolation cycle, the action
that is called up from the synchronized action with the higher ID number becomes active.
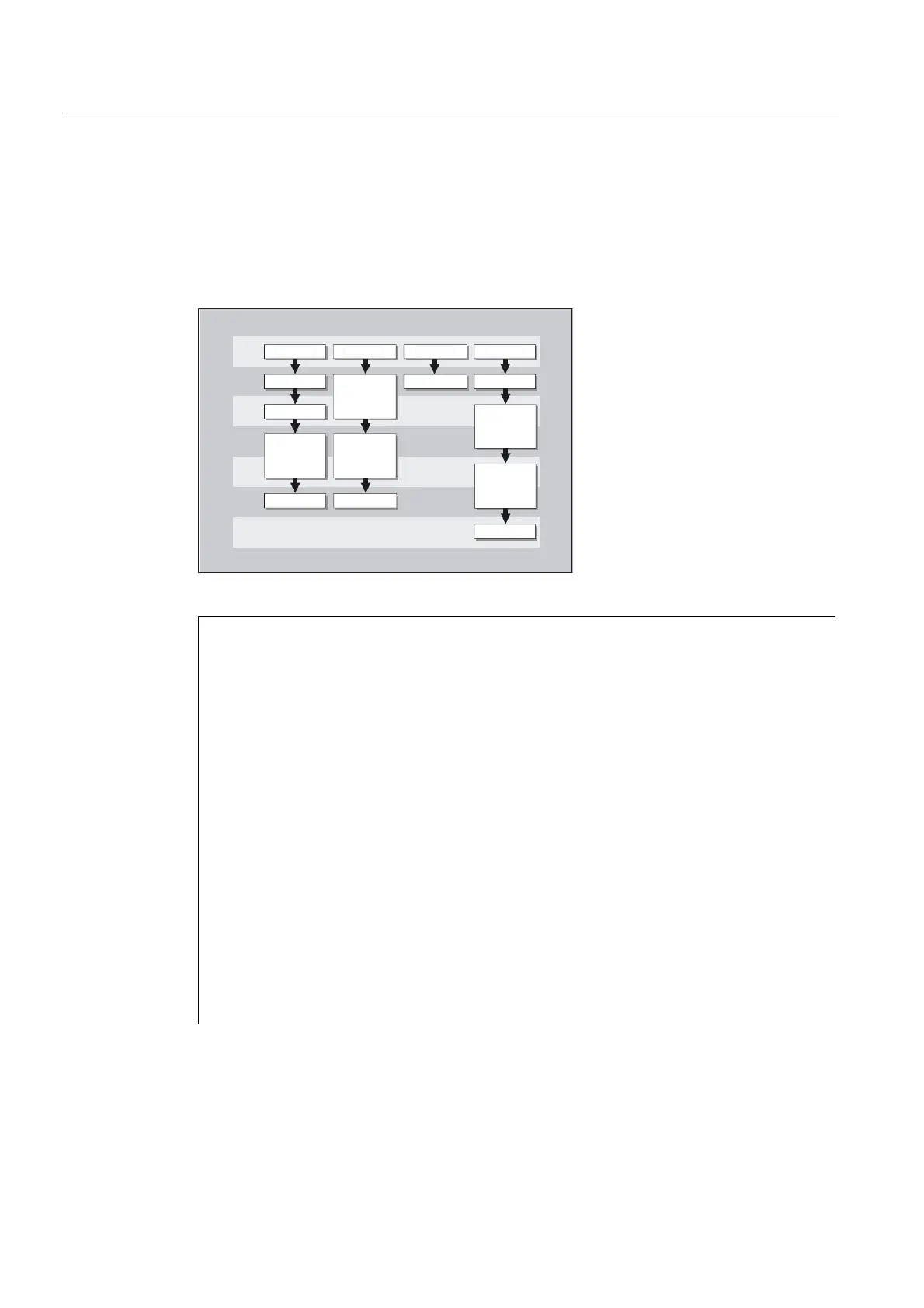
Example
Axis programs are started by setting digital inputs.
&RQGLWLRQ
&RQGLWLRQ
&RQGLWLRQ &RQGLWLRQ
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH 0
0
,' ,'
,'
,'
326><@ $$B295><@
0
326>;@
0
326><@
$$B295><@
$$B295>;@
326>=@
326>=@
Main program:
If
ID=1 EVERY $A_IN[1]==1 DO AXIS_X ;input 1 is at 1, start axis program X
ID=2 EVERY $A_IN[2]==1 DO AXIS_Y ;input 2 is at 1, start axis program Y
ID=3 EVERY $A_IN[3]==1 DO $AA_OVR[Y]=0 ;input 3 is at 1, set the override for
;axis Y to 0
ID=4 EVERY $A_IN[4]==1 DO AXIS_Z ;input 4 is at 1, start axis program Z
M30
Technology cycle AXIS_X:
$AA_OVR[Y]=0
M100
POS[X]=100 FA[X]=300
M17
Technology cycle AXIS_Y:
POS[Y]=10 FA[Y]=200
POS[Y]=-10
M17
Technology cycle AXIS_Z:
$AA_OVR[X]=0
POS[Z]=90 FA[Z]=250
POS[Z]=-90
M17

 Loading...
Loading...



















