User stock removal programs
14.3 Contour decoding (CONTDCON)
Job planning
Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
14-9
applications (e.g., cycles). The data for the starting point are stored in the table cell with the
number 0.
Programming
CONTDCON (TABNAME, MODE)
Deactivate contour preparations and at the same time switch back to the normal execution
mode:
EXECUTE (ERROR)
Parameters
CONTDCON Activate contour preparation
TABNAME Name of the contour table
MODE Direction of machining, type INT
0 = contour preparation (default) according to the contour
block sequence
The G codes permitted for CONTDCON in the program section to be included in the table are
more comprehensive than for CONTPRON. In addition, feedrates and feed type are also
stored for each contour section.
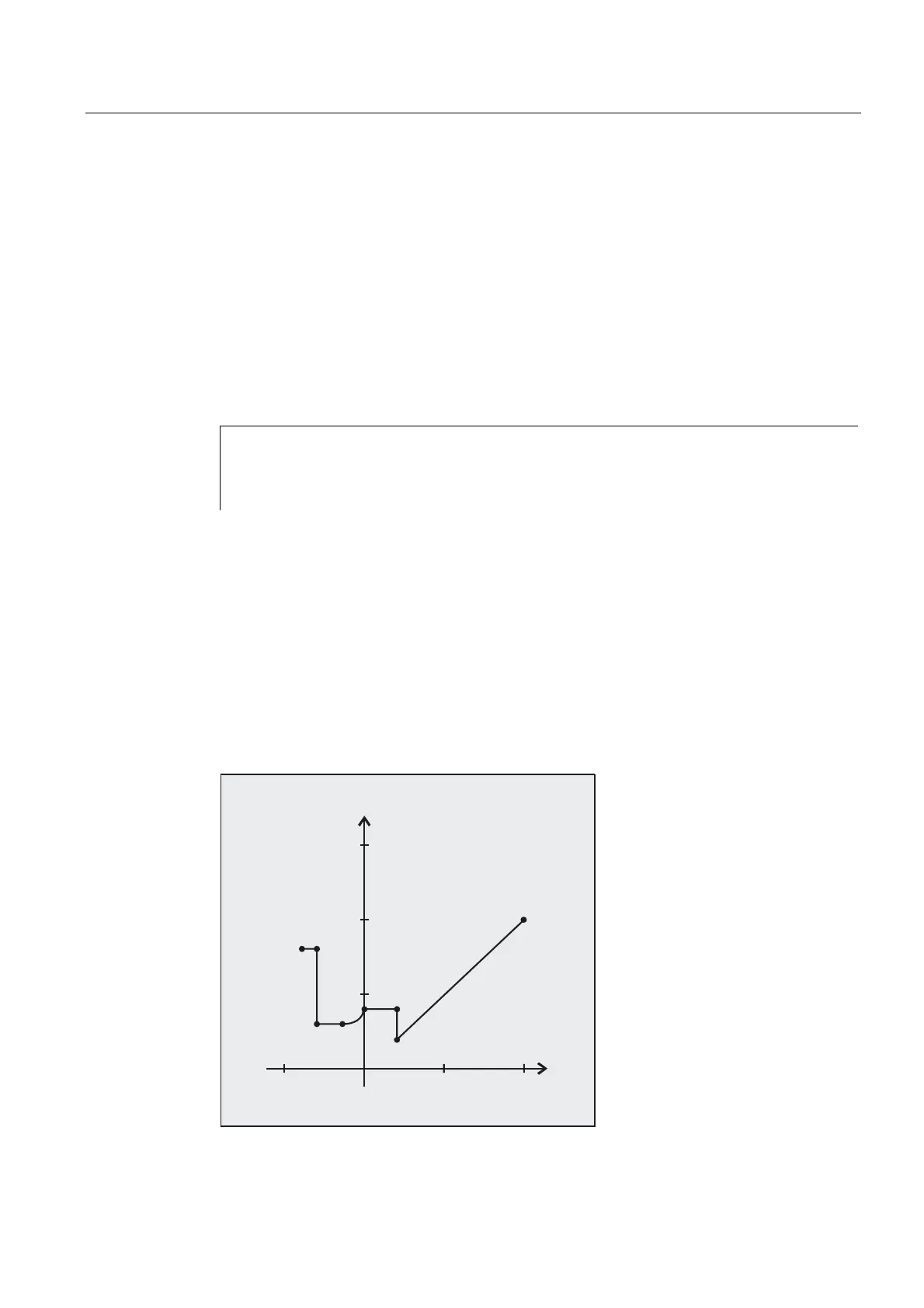
Example of creating a contour table
Create a contour table with
• name KTAB,
• contour elements (circles, straight lines),
• mode: turning,
• preparation forward.
;
=

 Loading...
Loading...



















