Tables
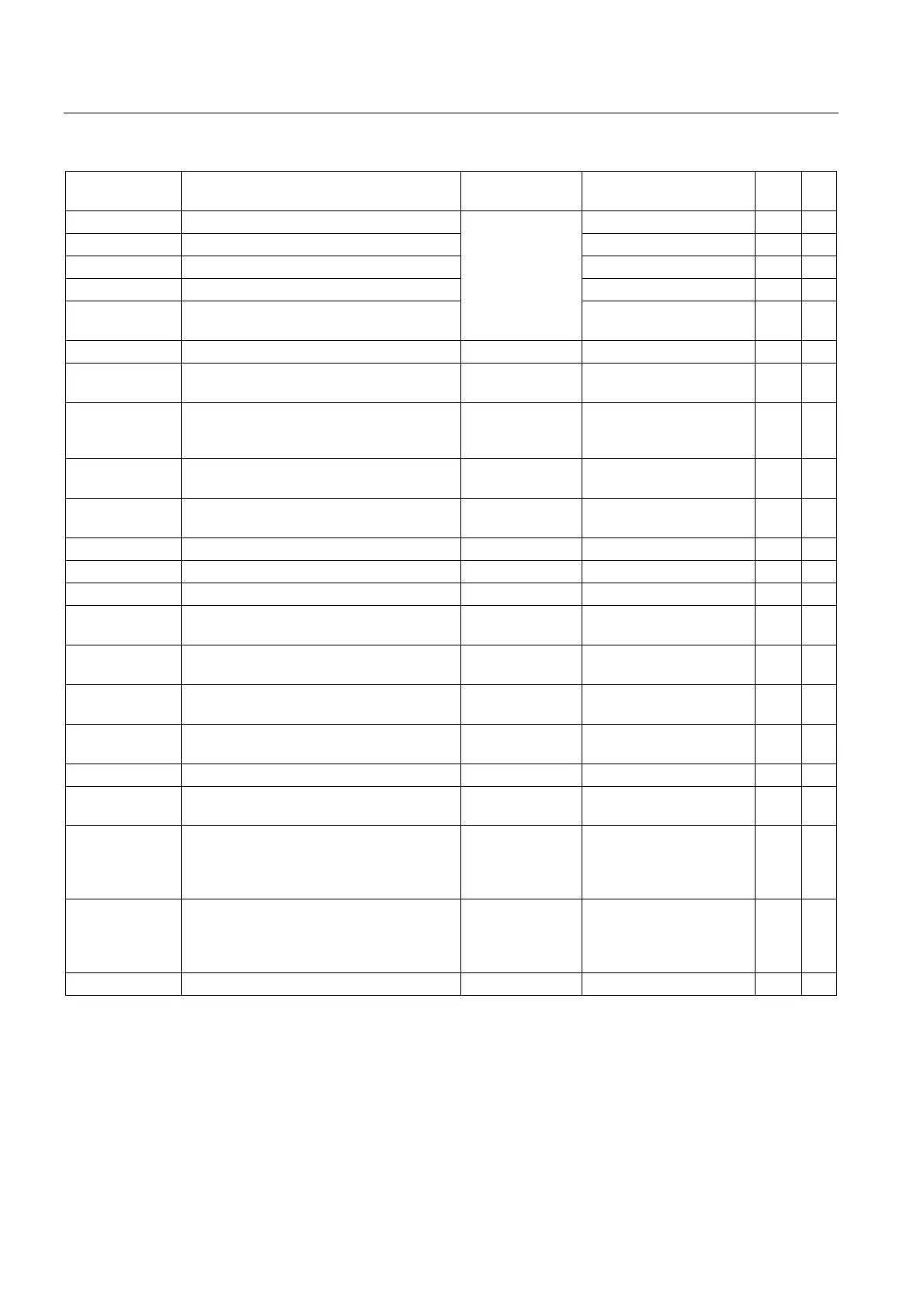
15.1 List of statements
Job planning
15-18 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
G505
.... G599
5. ... 99. Settable zero offset m 8
G601
1
Block change at exact stop fine m 12
G602 Block change at exact stop coarse m 12
G603 Block change at IPO - end of block m 12
G641 Exact stop - continuous-path mode G641 AIDS=... m 10
G642 Corner rounding with axial precision
Only effective
with active G60
or
G9 with
programmable
transition
rounding
m 10
G643 Block-internal corner rounding m 10
G644 Corner rounding with specified axis
dynamics
m 10
G621 Corner deceleration at all corners Together with
continuous-path
mode only
G621 AIDS=... m 57
G700 Dimension in inches and inch/min
(lengths + velocities + system variable)
m 13
G710
1
Metric dimension in mm and mm/min
(lengths + velocities + system variable)
m 13
G810
1
, ..., G819 G group reserved for the OEM 31
G820
1
, ..., G829 G group reserved for the OEM 32
G931 Feedrate specified by travel time Travel time m 15
G942 Freeze linear feedrate and constant cutting
rate or spindle speed
m 15
G952 Freeze revolutional feedrate and constant
cutting rate or spindle speed
m 15
G961 Constant cutting speed ON Feed type like for
G94
G961 S... LIMS=... F... m 15
G962 Linear or revolutional feedrate and
constant cutting rate
m 15
G971 Constant cutting speed OFF m 15
G972 Freeze linear or revolutional feedrate and
constant spindle speed
m 15
GEOAX Assign new channel axes to geometry axes
1 - 3
Without
parameter:
MD settings
effective
GET Assign machine axis/axes Axis must be
released in the
other channel
with RELEASE
GETD Assign machine axis/axes directly See GET

 Loading...
Loading...



















