Flexible NC programming
1.14 Interrupt routine (SETINT, DISABLE, ENABLE, CLRINT)
Job planning
1-52 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
Programmable traversing direction, ALF=...
You enter the direction in which the tool is to travel on liftfast in the NC program.
The possible traversing directions are stored in special code numbers on the control and can
be called up using these numbers.
Example:
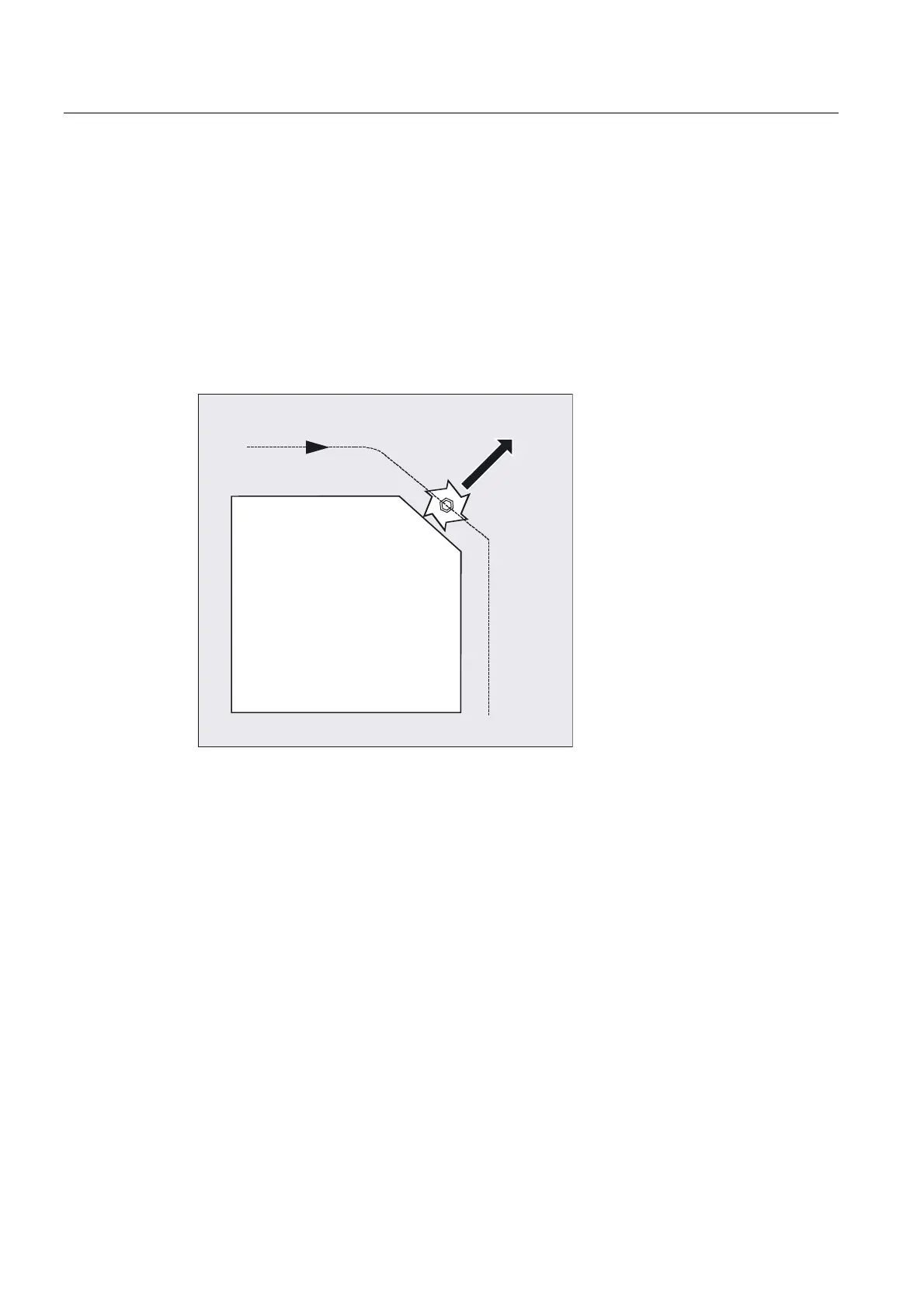
N10 SETINT(2) PRIO=1 LIFT_Z LIFTFAST
ALF=7
The tool moves – with G41 activated (direction of machining to the left of the contour) – away
from the contour perpendicularly as seen from above.
$/)
*
Reference plane for describing the traversing directions
At the point of application of the tool to the programmed contour, the tool is clamped at a
plane which is used as a reference for specifying the liftoff movement with the corresponding
code number.

 Loading...
Loading...



















