Subroutines, Macros
2.7 Modal subroutine (MCALL)
Job planning
2-20 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
Caution
In a program run, only one MCALL call can apply at any one time. Parameters are only
transferred once with an MCALL. In the following situations the modal subroutine is also
called without motion programming: When programming the addresses S and F if G0 or G1
is active. G0/G1 is on its own in the block or was programmed with other G codes.
Example
N10 G0 X0 Y0
N20 MCALL L70
N30 X10 Y10
N40 X50 Y50
In blocks N30 to N40, the program position is approached and subroutine L70 is executed.
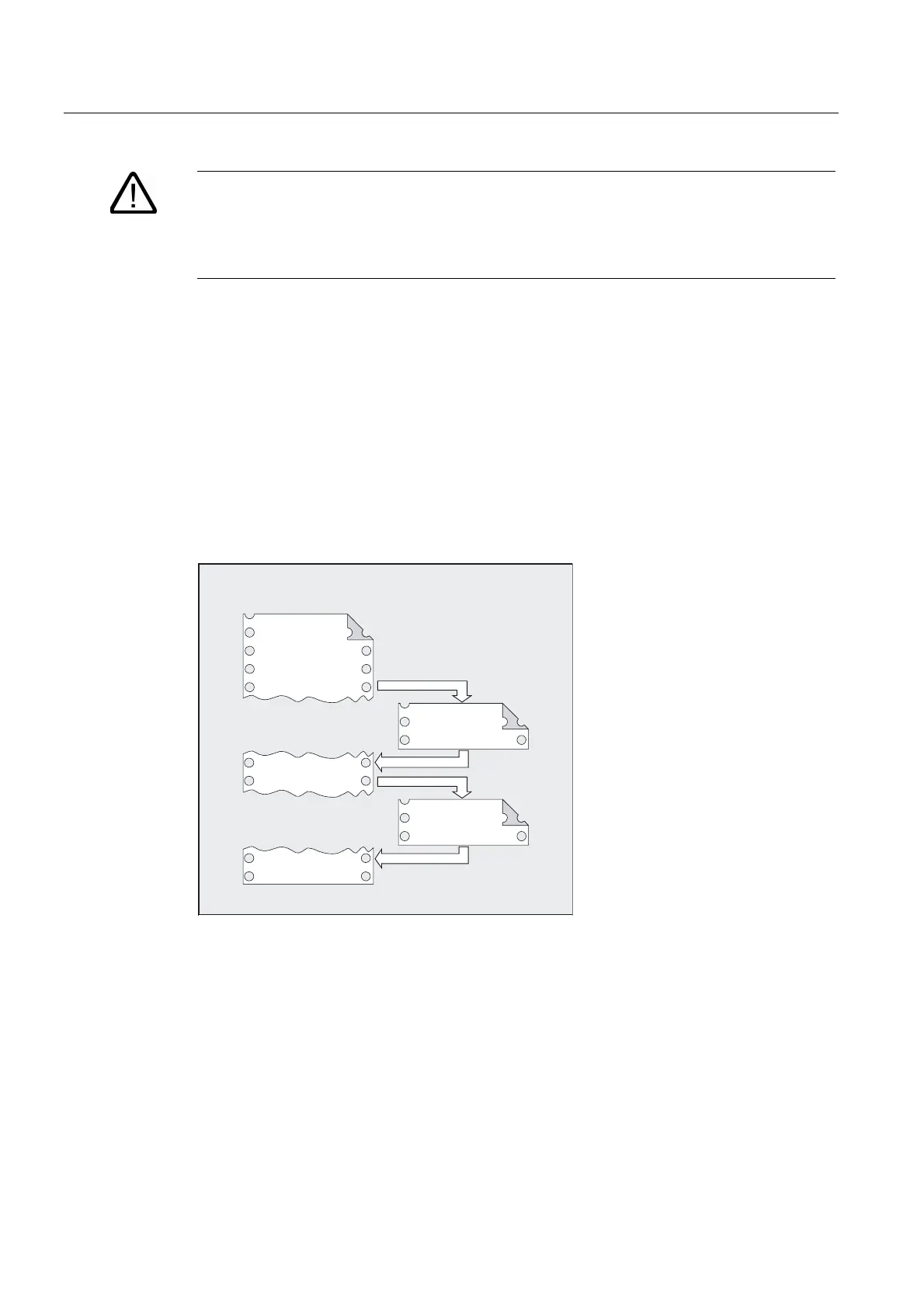
N10 G0 X0 Y0
N20 MCALL L70
N30 L80
6XESURJUDP
0DLQSURJUDP
1;<
1;<
10&$///
1*;<
/
In this example, the following NC blocks with programmed path axes are in subroutine L80.
L70 is called by L80.
 Loading...
Loading...



























