Special Motion Commands
5.1 Approaching coded positions (CAC, CIC, CDC, CACP, CACN)
Job planning
5-2 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
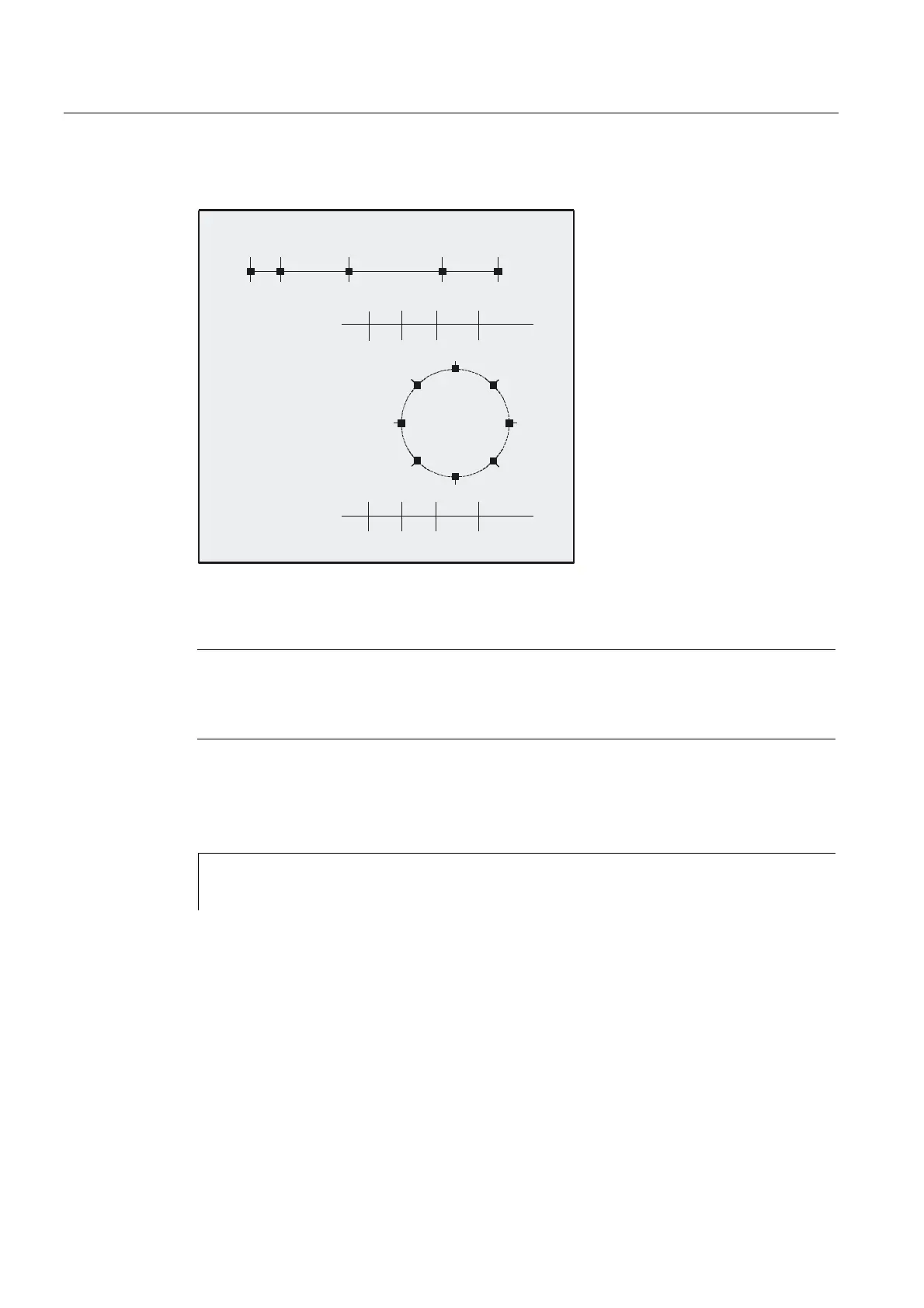
Example: positioning table for linear axis and rotary axis
PP
7DEOHURWDU\D[LV
7DEOHOLQHDUD[LV
3RVLWLRQQXPEHU
3RVLWLRQYDOXH
,QGH[LQJD[LV
3RVLWLRQQXPEHU
3RVLWLRQYDOXH
'HJUHHV
Note
If an axis is situated between two positions, it does not traverse in response to an
incremental position command with CIC (...). It is always advisable to program the first travel
command with an absolute position value.
Example 2
N10 FA[B]= 300 ;Feed for positioning axis B
N20 POS[B]= CAC (10) ;Approach coded position 10 (absolutely)
N30 POS[B]= CIC (-4) ;Travel 4 spaces back from the current position

 Loading...
Loading...


























