Motion synchronous actions
10.4 Actions in synchronized actions
Job planning
10-40 Programming Manual, 03/2006 Edition, 6FC5398-2BP10-1BA0
Example
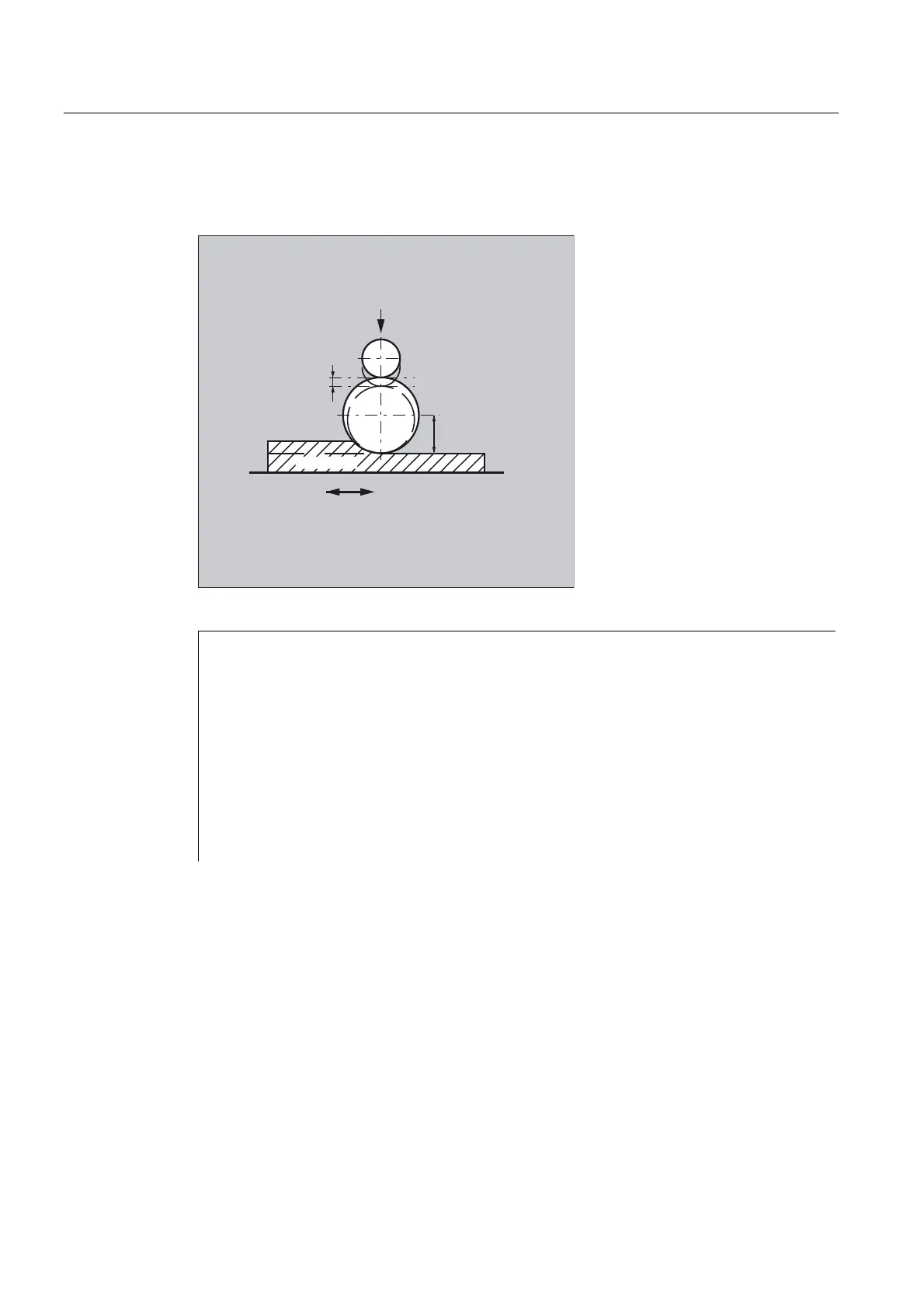
In this example, we want to compensate for the length of the active grinding wheel.
'UHVVLQJ
DPRXQW
'UHVVLQJUROOHU
*ULQGLQJGLVF
/HQJWKWREH
FRUUHFWHG
:RUNSLHFH
%_N_DRESS_MPF
FCTDEF(1,-1000,1000,-$AA_IW[V],1) ;Define function:
ID=1 DO FTOC(1,$AA_IW[V],3,1)
;Select online tool offset:
;Actual value of the V axis is the input
;value for polynomial 1; the result is
;added length 3 of the active grinding
;wheel in channel 1 as the offset value.
WAITM(1,1,2) ;Synchronization with machining channel
G1 V-0.05 F0.01 G91 ;Infeed movement to dress wheel
G1 V-0.05 F0.02
...
CANCEL(1) ;Deselect online offset
...

 Loading...
Loading...



























