© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
Key functions for 5-axis machining
3.6
67
3.6.1 Compressor – COMPCAD
The compressor is ideally called in CYCLE832. If it is to be programmed separately, then pro-
ceed as described below.
Explanation of the commands
Operating principle of the compressor
Programming
COMPOF
COMPCAD
COMPCURV
COMPOF Compressor off
COMPCAD Compressor on - surface quality and speed are further optimized.
COMPCAD smoothes the points along the characteristic before
approximation
(B spline) and offers, at a high path velocity, the highest degree of
accuracy with transitions that have a constant acceleration rate.
Preferably used to mill free-form surfaces (recommended).
COMPCURV Compressor on
G1 blocks are approached using a polynomial. Block transitions
are jerk-free. Preferably used for circumferential milling.
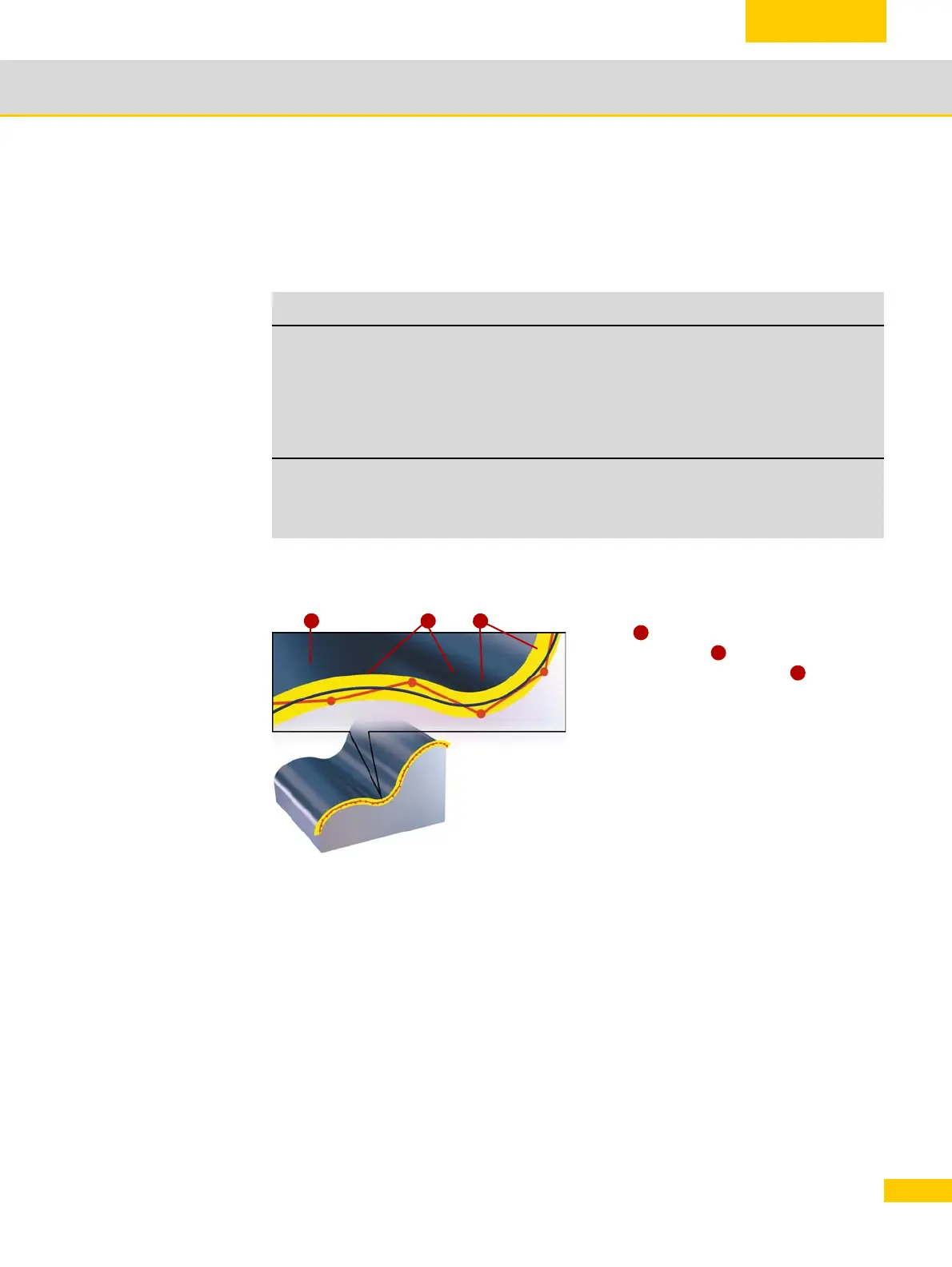
In accordance with the specified tolerance
band, the compressor takes a sequence
of G1 commands, combines them and
compresses them into a spline , which can
be directly executed by the control. A new
contour is created whose characteristic lies
within the specified tolerance range.
The compressor generates smooth paths and
paths with constant curvature. The constant
curvature results in a steady velocity and
acceleration characteristic, meaning that the
machine can run at higher speeds, thereby
increasing productivity.
1 2 3
1
2
3

 Loading...
Loading...


























