Key functions for 5-axis machining
3.6
© Siemens AG All rights reserved. SINUMERIK, Manual, 5-axis machining
68
3.6.2 Continuous-path mode, Look ahead – G64, G641,
G642
If you call continuous-path mode within CYCLE832, in the case of G642 for example, the toler-
ance value from CYCLE832 will correspond to the smoothing value for G642.
Explanation of the commands
Using G64, G642
G64 Continuous-path mode – Look ahead where the axis only brakes
at corners
G642 Smoothing with axial tolerance (recommended)
Look ahead with additional corner rounding corresponding to
MD 33100 (machine data)
The following applies to G642: There are 2 ways of specifying the
tolerance:
1. Specifying individual axes
or
2. Programming the retraction distance via ADIS
Preferably used to mill free-form surfaces
G641 In the case of G641, the control inserts transition elements at con-
tour transitions.
You can use ADIS=… and ADISPOS=… to specify the extent to
which the corners are rounded.
ADIS= Smoothing distance for path functions G1, G2, G3.
If no ADIS value is specified, the control will use the tolerance
value from CYCLE832.
ADISPOS= Smoothing distance for rapid traverse G0 (not suitable for free-
form surfaces)
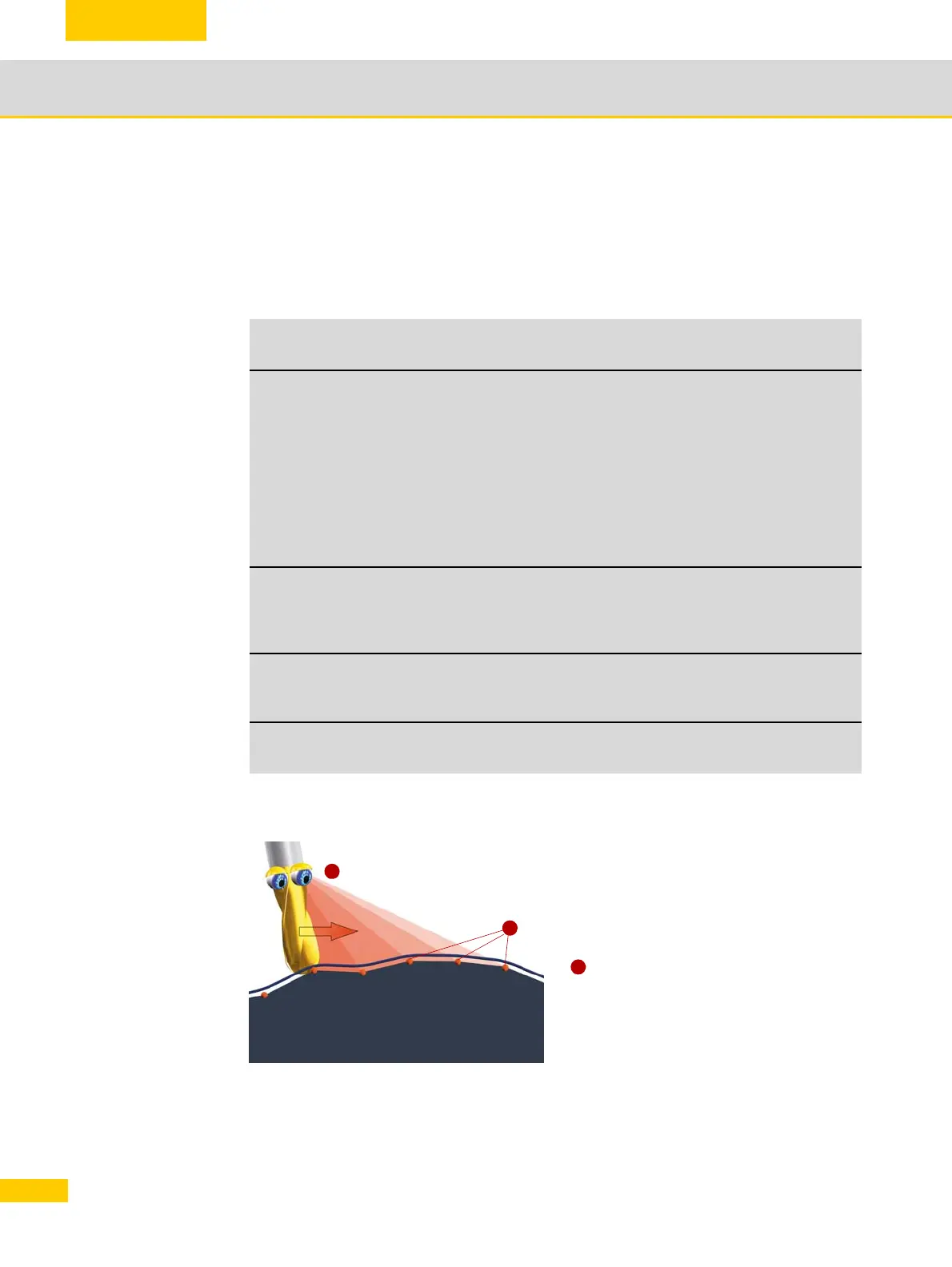
The objective of continuous-path mode is to
increase the speed and harmonize the tra-
versing behavior. For the continuous-path
functions G64 etc. this is implemented by
means of two functions.
Look ahead - anticipatory velocity control
The control calculates several NC blocks in
advance and determines a modal velocity pro-
file. The way in which this velocity control is
calculated can be set using the functions G64
etc.
1
G1
G1
G1
G1
G1
G1
2
1

 Loading...
Loading...


























