10
BOC Smootharc 180 Multiprocess operating manual
nitrogen and hydrogen into the weld pool, which can aect the quality
of the weld.
Flux cored arc welding has a lower eciency than solid wire MIG/MAG
welding because part of the wire ll contains slag forming agents.
Although the eciency varies diers by wire type and manufacturer it is
typically between 75–85%.
Flux cored arc welding does, however, have the same drawback as solid
wire MIG/MAG in terms of gas disruption by wind, and screening is
always necessary for site work. It also incurs the extra cost of shielding
gas, but this is often outweighed by gains in productivity.
Self-shielded Operation
There are also self-shielded consumables designed to operate without
an additional gas shield. In this type of product, arc shielding is provided
by gases generated by decomposition of some constituents within the
ux ll. These types of wire are referred to as ‘self-shielded’.
If no external gas shield is required, then the ux ll must provide
sucient gas to protect the molten pool and to provide de-oxidisers and
nitride formers to cope with atmospheric contamination. This leaves less
scope to address performance, arc stabilisation, and process tolerance,
so these tend to suer when compared with gas shielded types.
Wire eciencies are also lower, at about 65%, in this mode of operation
than with gas-shielded wires. However, the wires do have a distinct
advantage when it comes to site work in terms of wind tolerance, as
there is no external gas shield to be disrupted.
When using self-shielded wires, external gas supply is not required and,
therefore, the gas shroud is not necessary. However, an extension nozzle
is often used to support and direct the long electrode extensions that
are needed to obtain high deposition rates.
2.3 Introduction to Metal Cored
Arc Welding (MCAW)
How it Works
Metal-cored arc welding (MCAW) uses the heat generated by a DC
electric arc to fuse metal in the joint area, the arc being struck between
a continuously fed consumable ller wire and the workpiece, melting
both the ller wire and the workpiece in the immediate vicinity. The
entire arc area is covered by a shielding gas, which protects the molten
weld pool from the atmosphere.
As MCAW is a variant of the MIG/MAG welding process there are many
common features between the two processes, but there are also several
fundamental dierences.
As with MIG/MAG, direct current power sources with constant voltage
output characteristics are normally employed to supply the welding
current. With metal-cored wires the terminal the ller wire is connected
to depends on the specic product being used, some wires designed
to run on electrode positive, others preferring electrode negative, and
some which will run on either. The work return lead is then connected
to the opposite terminal. Electrode negative operation will usually give
better positional welding characteristics. The output characteristics
of the power source can have an eect on the quality of the welds
produced.
The wire feed unit takes the ller wire from a spool or bulk pack, and
feeds it through the welding torch, to the arc at a predetermined and
accurately controlled speed. Normally, special knurled feed rolls are used
with metal-cored wires to assist feeding and to prevent crushing the
consumable.
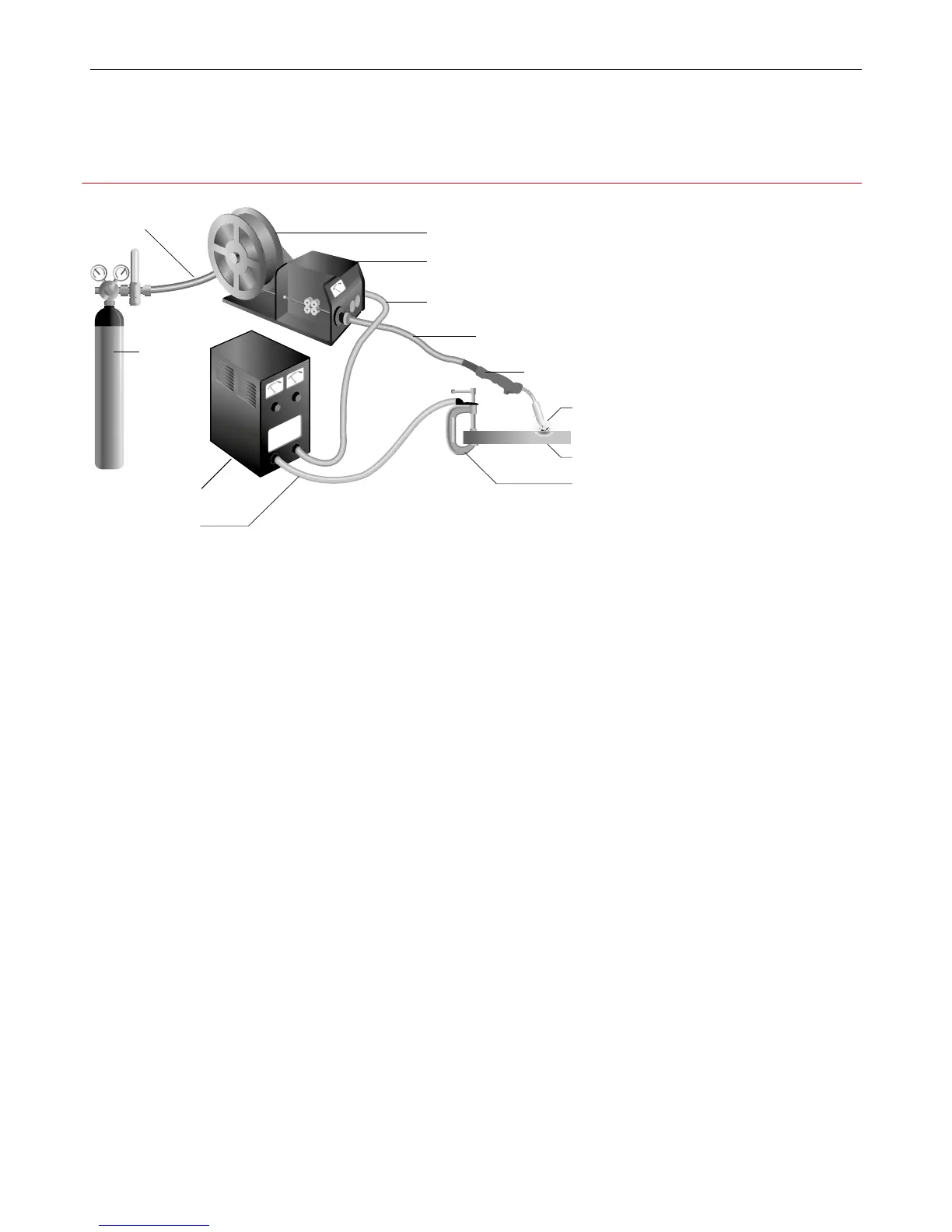
Gas hose
Gas cylinder
Power source
Return cable
Continuous wire
Wire feed unit
Power cable
Torch conduit
Welding torch
Workpiece
Arc
Earth clamp
Process Schematic Diagram for MIG/MAG, FCAW and MCAW