3.3 Process variables
Process variable Explanation Usage
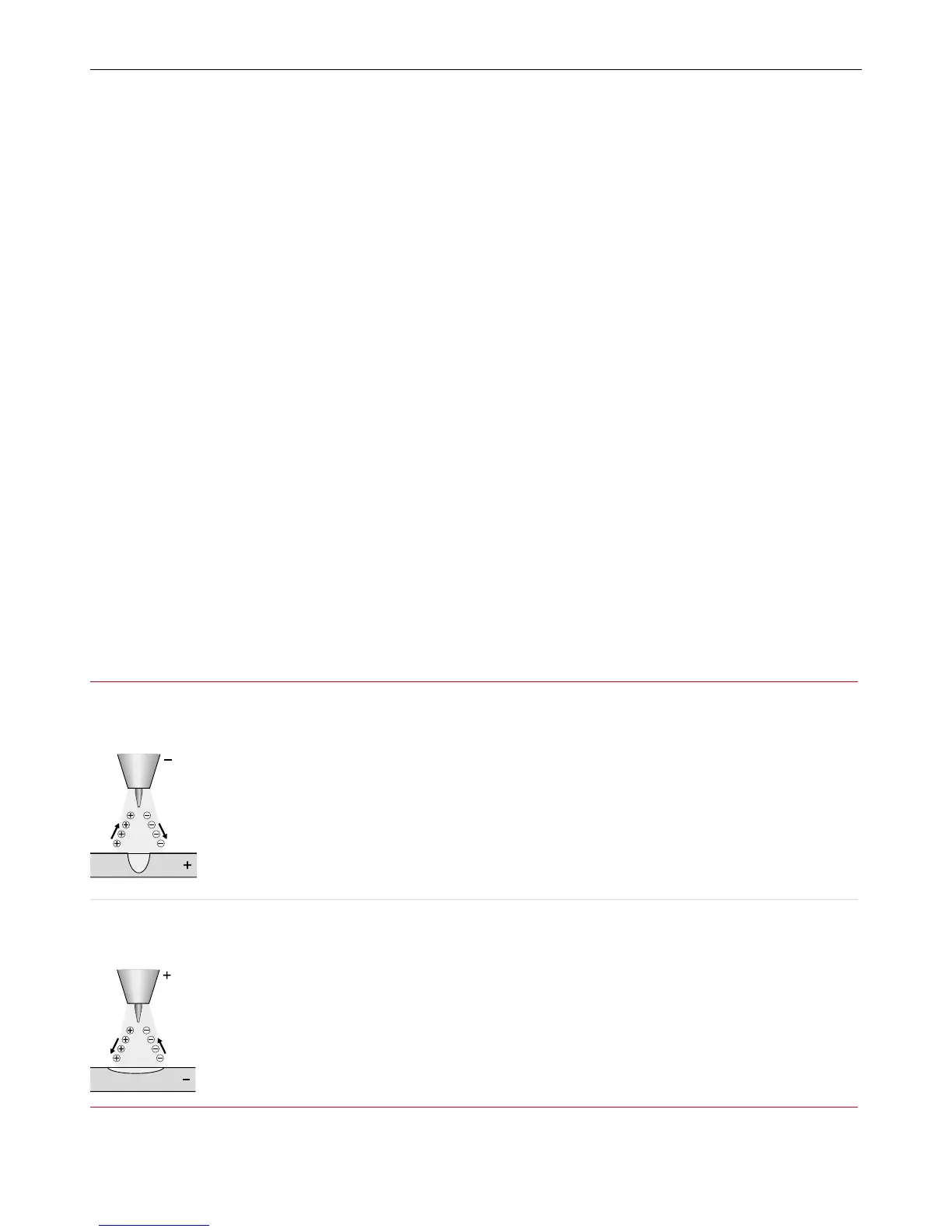
DCEN
Narrow bead,
deeppenetration
Nozzle
Ions Electrons
When direct-current electrode-negative (straight polarity)
is used:
• Electrons strike the part being welded at a highspeed
• Intense heat on the base metal is produced
• The base metal melts very quickly
• Ions from the inert gas are directed towards the
negative electrode at a relatively slow rate
• Direct current with straight polarity does not require
post-weld cleaning to remove metaloxides
For a given diameter of tungsten electrode, higher
amperage can be used with straight polarity. Straight
polarity is used mainly for welding:
• Carbon steels
• Stainless steels
• Copper alloys
The increased amperage provides:
• Deeper penetration
• Increased welding speed
• A narrower, deeper, weld bead
DCEP
Wide bead,
shallowpenetration
Nozzle
Ions Electrons
The DCEP (reverse polarity) are dierent from the DCEN in
followingways:
• High heat is produced on the electrode rather on the
base metal
• The heat melts the tungsten electrode tip
• The base metal remains relatively cool compared to sing
straight polarity
• Relatively shallow penetration is obtained
• An electrode whose diameter is too large will reduce
visibility and increase arc instability
• Intense heat means a larger diameter of electrode must
be used with DCEP
• Maximum welding amperage should be relatively low
(approximately six times lower than with DCEN)
17BOC Smootharc 180 Multiprocess operating manual