6.0 Correct Application Techniques
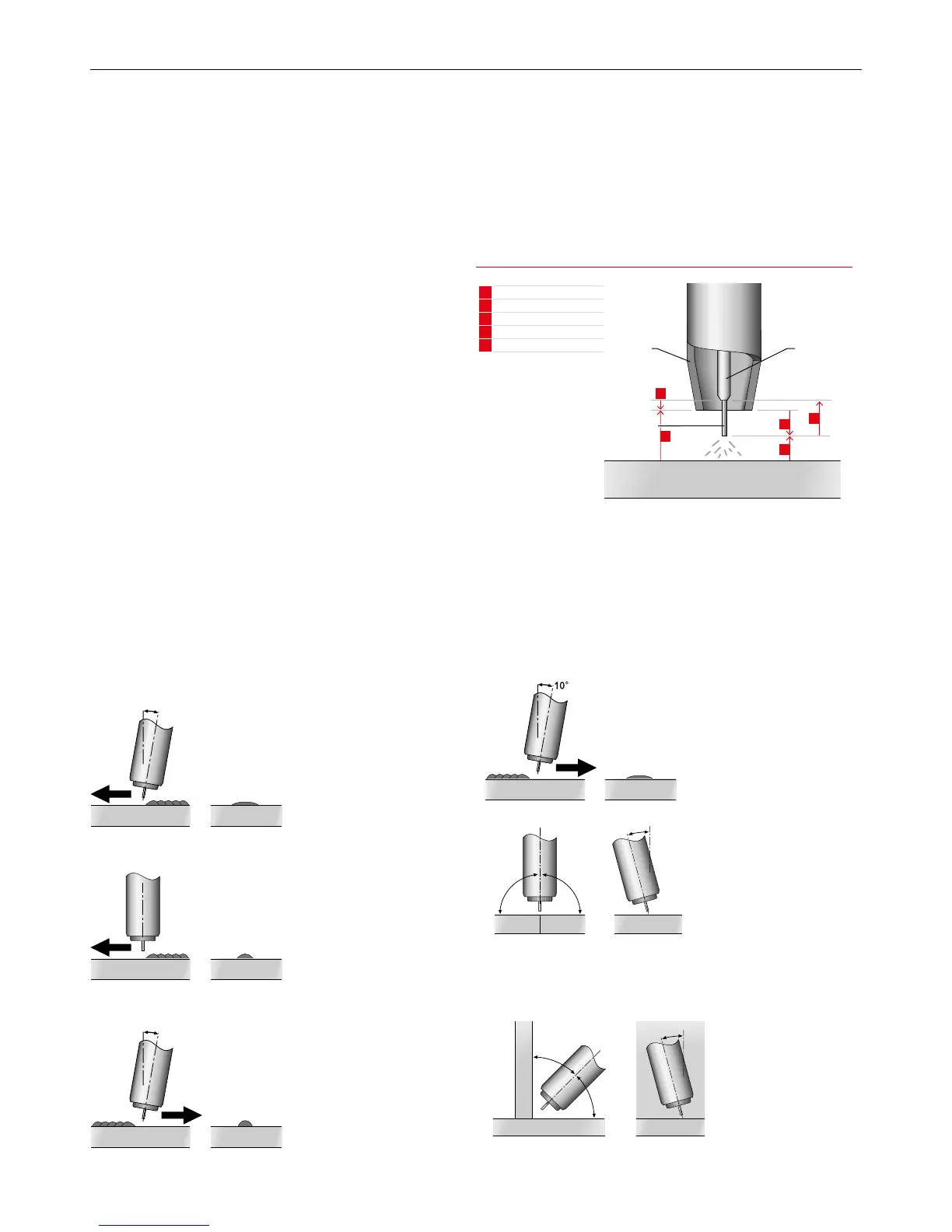
Electrical stickout
35BOC Smootharc 180 Multiprocess operating manual
Correct Application Techniques
Direction of welding.
MIG/MAG welding with solid wires takes place normally with a push
technique. The welding torch is tilted at an angle of 10° towards the
direction of welding. (Push technique)
10°
The inuence of changing the torch angle and the welding direction on
the weld bead prole can be seen below.
Torch perpendicular to workpiece narrow bead width with increased
reinforcement.
Torch positioned at a drag angle of 10° narrow bead with excessive
reinforcement.
Flux cored welding with cored wires takes place normally with the drag
technique. The welding torch is tilted at an angle of 10° away from the
direction of welding. For all other applications the torch angle remains
the same.
90° 90°
0–15°
Torch position for butt welds
When welding butt welds the torch should be positioned within the
centre of the groove and tilted at an angle of ±15° from the vertical
plane. Welding is still performed in the push technique.
0–15°
45°
45°
C
Contact Tube Setback
S
Stando Distance
V
Visible Stickout
A
Arc length
E
Electrical Stickout
A
S
C
V
E
Contact Tube
Gas Nozzle
Consumable
Electrode
Workpiece