specied leg length has a throat thickness in excess of the eective
measurement.
Concave Fillet Weld
A llet in which the contour of the weld is below a straight line joining
the toes of the weld. It should be noted that a concave llet weld of
a specied leg length has a throat thickness less than the eective
throat thickness for that size llet. This means that when a concave llet
weld is used, the throat thickness must not be less than theeective
measurement. This entails an increase in leg length beyond the
speciedmeasurement.
The size of a llet weld is aected by the electrode size, welding speed
or run length, welding current and electrode angle. Welding speed and
run length have an important eect on the size and shape of the llet,
and on the tendency to undercut.
Insucient speed causes the molten metal to pile up behind the arc
and eventually to collapse. Conversely, excessive speed will produce
a narrow irregular run having poor penetration, and where larger
electrodes and high currents are used, undercut is
likely to occur.
Fillet Weld Data
Nominal
Fillet Size (mm)
Minimum Throat
Thickness (mm)
Plate Thickness
(mm)
Electrode Size
(mm)
5.0 3.5 5.0–6.3 3.2
6.3 4.5 6.3–12 4.0
8.0 5.5 8.0–12 & over 4.0
10.0 7.0 10 & over 4.0
Selection of welding current is important. If it is too high the weld
surface will be attened, and undercut accompanied by excessive
spatter is likely to occur. Alternatively, a current which is too low will
produce a rounded narrow bead with poor penetration at the root.
The rst run in the corner of a joint requires a suitably high current
to achieve maximum penetration at the root. A short arc length is
recommended for llet welding. The maximum size llet which should
be attempted with one pass of a large electrode is 8.0 mm. Eorts to
obtain larger leg lengths usually result in collapse of the metal at the
vertical plate and serious undercutting. For large leg lengths multiple
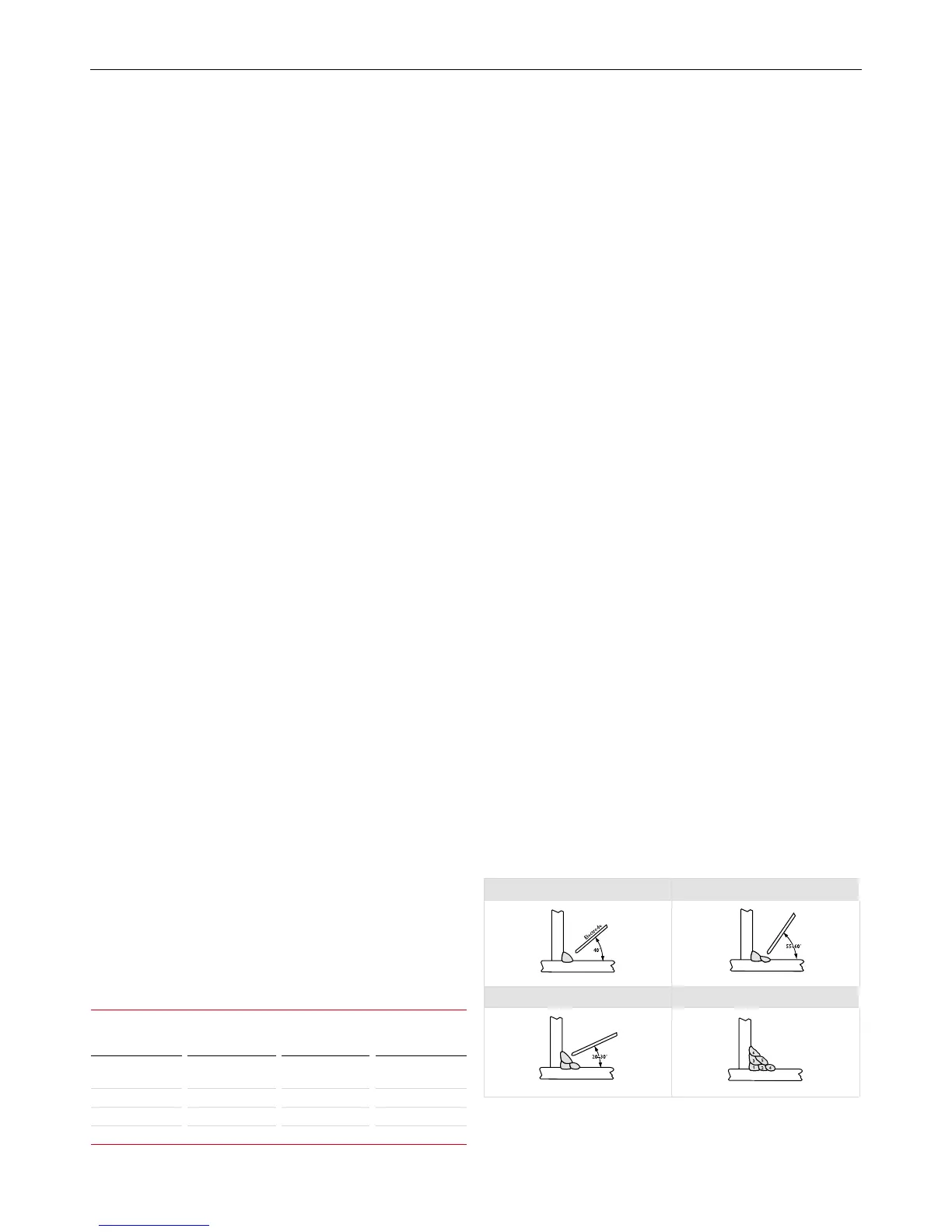
run llets are necessary. These are built up as shown below. The angle
of the electrode for various runs in a downhand llet weld is shown
below.
Recommended Electrode Angles for Fillet Welds
1st Run 2nd Run
3rd Run Multi-run Fillet
Multi-run horizontal llets have each run made using the same run
lengths (run length per electrode table). Each run is made in the same
direction, and care should be taken with the shape of each, so that it
31BOC Smootharc 180 Multiprocess operating manual