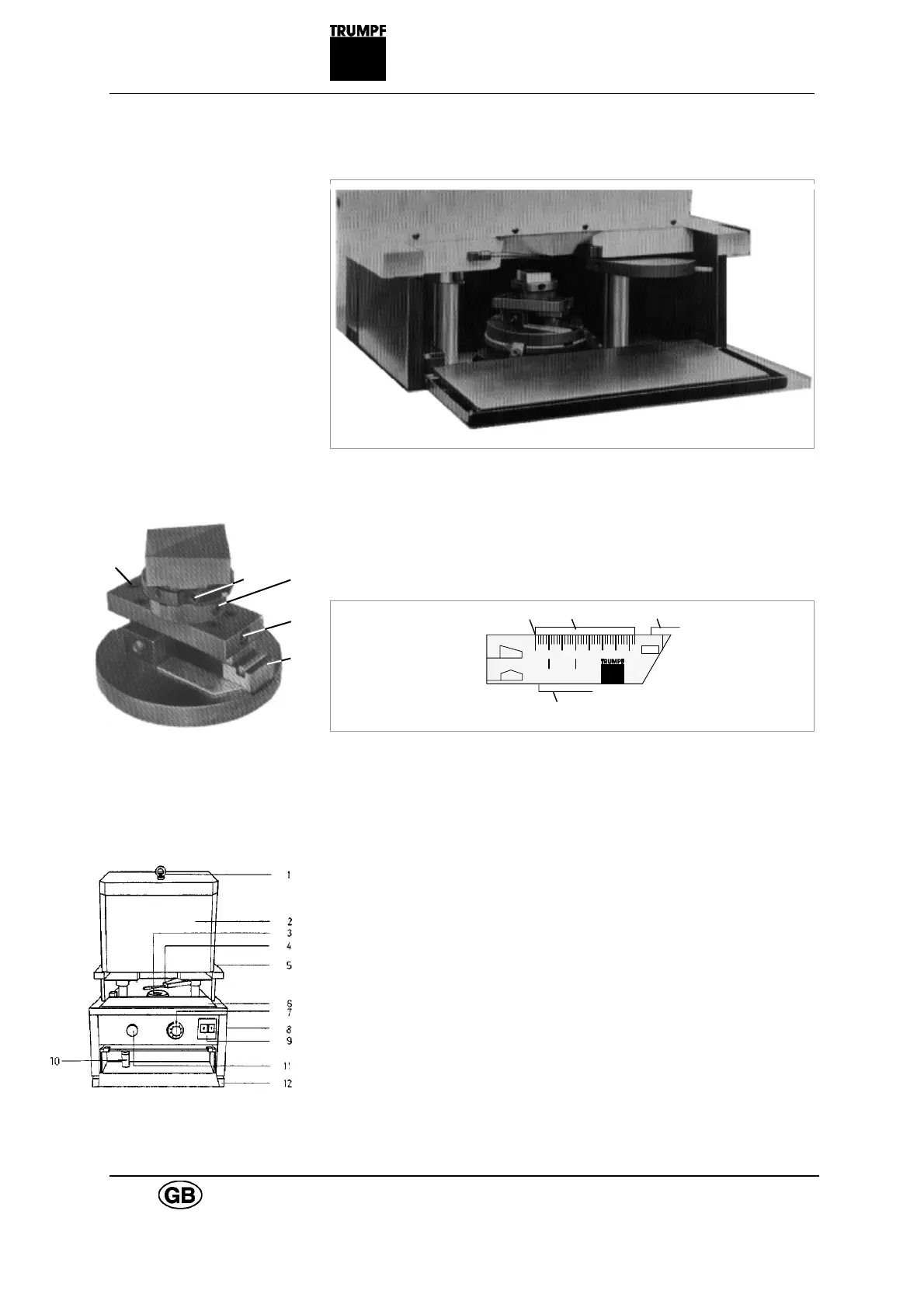
4.2 Regrinding flat punches
Regrinding flat punches Fig. 9893
Procedure • Insert punch (with alignment ring) into the punch grinding fixture
• Tighten screws (1, 2 and 5)
4
2
3
1
5
• Loosen screw (4)
• Position slide (3) with red marker to the scale section for flat
punches (3):
50 60 7040
10080
12 3
4
Sine rule Fig. 9894
• Tighten screw (4)
• Swing the locating stop (4) to the left; a certain amount of
resistance must be overcome when doing so. Raise the top (2).
• Lock the punch grinding fixture on the rotary tool holder (3) with the
clamping jaws (loosen hex. screw on jaws and tighten)
• Lower the top until the locating stop rests on the punch - then
swing the stop back to the right
• Close flap (6); the machine cannot be started with the flap open
• Set the desired regrind amount at the rotary knob (7)
• Main switch (9) ON
• First pull, then press the feed button (11)
• Grinding takes place automatically. The quicksharp switches off
automatically when the grinding process is finished.
12 quicksharp B60E
 Loading...
Loading...