Page 7
Radial 8, 88, HT Feeders (Dispensing Heads) 49668501 Rev. D
This document supports Dual, Triple, and Quad Span Feeder Assemblies (Dispensing Heads)
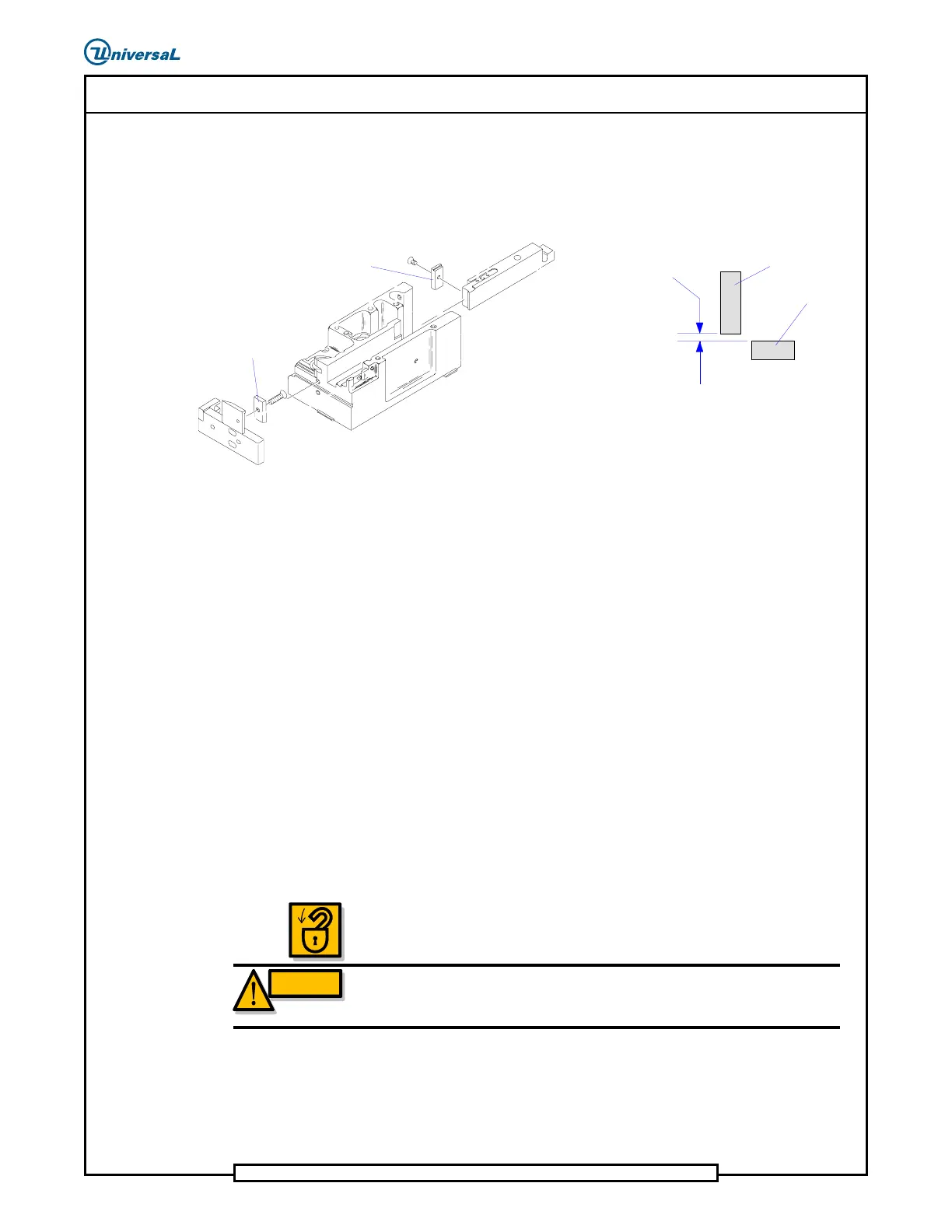
7. Loosen the adjusting screw and pull the cutter block out so the
clearance is too large. To apply some pressure to the cutter holder,
tighten the 2 cutter holder screws until the split lock washers just start
to collapse. Slowly turn the adjusting screw in until the proper
clearance is attained.
Cutter "A"
Cutter "B"
TOP VIEW of CUTTERS
.0015 inch (0,038mm)
Clearance
Cutter "A"
Cutter "B"
8. Tighten the cutter holder mounting screws.
End of procedure
Return Stroke Stop Adjustment
This adjustment procedure allows the return stroke to stop in time so that the
ratchet wheel is indexed properly. If the return stroke is too long, the ratchet
dog will be forcibly driven into the housing post. This could cause the
ratchet dog to jam between the housing post and ratchet wheel, or it could
cause component breakage.
Prerequisites:
Feeder Preliminary Forward Stroke Adjustment
This adjustment should be performed off the machine on a bench with an
outside air supply of 80 psi. To adjust the return stroke stop, perform the
following procedure.
1. Power down the machine and perform Lockout/Tagout according to
local procedures.
WARNING
The machine must be powered down and the local Lockout/Tagout
procedure performed to ensure personal safety during this procedure.
2. Remove the feeder from the machine and place on a suitable work
surface with air supply of 80 psi.