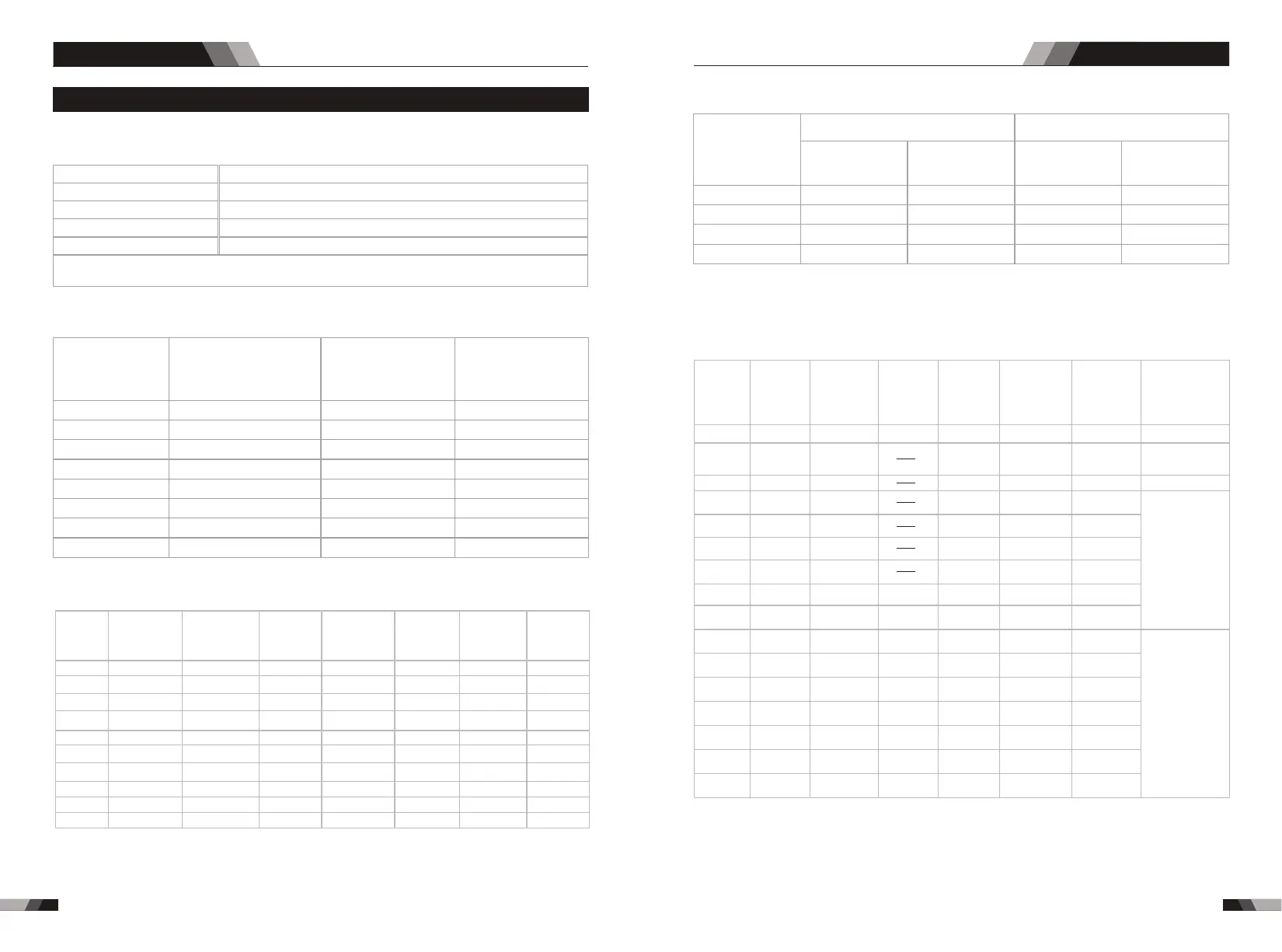
4.4 Anpassung der Parameter beim WIG Schweißen
Die Beziehung zwischen Gasdrüsendurchmesser und
Elektrodendurchmesser
Gasdrüsendurchmesser
6.4mm
8mm
9.5mm
11.1mm
Gasdrüsendurchmesser
0.5mm
1.0mm
1.6 or 2.4mm
3.2mm
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.142, Volume 1 von
Edition 2 entnommen.
04
Gas Drüse und Flussrate des Schutzgases
Verstell Bereich
der Schweiß-
stromstärke
DC Positive Verbindung
AC
Durchmesser
der Gas Drüse
Gasflussrate
Durchmesser
der Gas Drüse
Gasflussrate
10~100A
101~150A
151~200A
201~300A
4~9.5mm
4~9.5mm
6~13mm
8~13mm
4~5min
4~7min
6~8min
8~9min
8~9.5mm
9.5~11mm
11~13mm
13~16mm
6~8min
7~10min
7~10min
8~15min
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.149 Volume
1 von Edition 2 entnommen.
Durchmesser
der Wolfram
Elektrode
Durchmesser
des zugespitzten
Teiles der Elektrode
Winkel des Kegels Hintergrund-
stromstärke
1.0mm
1.0mm
1.6mm
1.6mm
2.4mm
2.4mm
3.2mm
4.0mm
0.125mm
0.25mm
0.5mm
0.8mm
0.8mm
1.1mm
1.1mm
1.5mm
12°
20°
25°
30°
35°
45°
60°
90°
2~15A
5~30A
8~50A
10~70A
12~90A
15~150A
20~200A
20~300A
Wolfram Elektrode
Schweißverfahren Schweißverfahren
Parameter desRohr-Versiegelungs-Schweißens von Baustahl
Durch-
messer
des
Rohrs
Durchmesser
der Wolfram
Elektrode
Durchmesser
der Gas
Drüse
Durchmesser
des Schweiß-
drahtes
Schweiß-
stromstärke
Spannung
des Licht-
bogens
Flussrate
des Argon
Gases
Schweißrate
38mm
42mm
60mm
76mm
108mm
133mm
159mm
219mm
273mm
325mm
2.0mm
2.0mm
2.0mm
2.5mm
2.5mm
2.5mm
2.5mm
2.5mm
2.5mm
2.5mm
8mm
8mm
8mm
8~10mm
8~10mm
8~10mm
8~10mm
8~10mm
8~10mm
8~10mm
2mm
2mm
2mm
2.5mm
2.5mm
2.5mm
2.5mm
2.5mm
2.5mm
2.5mm
75~90A
75~95A
75~100A
80~105A
90~110A
90~115A
95~120A
100~ 120A
110~ 125A
120~ 140A
11~13V
11~13V
11~13V
14~16V
14~16V
14~16V
14~16V
14~16V
14~16V
14~16V
6~8 1/min
6~8 1/min
7~9 1/min
8~10 1/min
9~11 1/min
10~12 1/min
11~13 1/min
12~14 1/min
12~14 1/min
12~14 1/min
4~5cm/min
4~5cm/min
4~5cm/min
4~5cm/min
5~6cm/min
5~6cm/min
5~6cm/min
5~6cm/min
5~6cm/min
5~6cm/min
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.167 Volume
1 von Edition 2 entnommen.
29
30
Parameter beim AC WIG (MMA) Schweißen für Aluminium und Legierungen
Dicke Durchmes-
ser des
Schweiß-
drahtes
Durchmes-
ser der
Wolfram
Elektrode
Schweiß-
stromstärke
Flussrate
des Argon
Gases
Durchmes-
ser der Gas
Drüse
Hinweis
1.6mm
1.6~2.0mm
2~2.5mm
2~3mm
3mm
3~4mm
4mm
4~5mm
4~5mm
2mm
2mm
2~3mm
3mm
4mm
4mm
5mm
5mm
5mm
100°C
100~150°C
45~60A
50~80A
90~120A
150~180A
180~200A
180~240A
240~280A
260~320A
280~340A
1mm
1.5mm
2mm
3mm
4mm
5mm
6mm
8mm
10mm
7~9min
7~9min
8~12min
8~12min
10~15min
10~15min
16~20min
16~20min
16~20min
8mm
8mm
8~12mm
8~12mm
8~12mm
10~12mm
14~16mm
14~16mm
14~16mm
Flanschschweißen
Einseitiges
Flansch oder s
tumpf Schweißen
Stumpfschweißen
V-Nut
Stump-
fschweißen
12mm
14mm
16mm
18mm
20mm
16~20mm
22~25mm
4~5mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
6mm
6mm
6mm
6mm
6~7mm
150~200°C
180~200°C
200~220°C
200~240°C
200~260°C
200~260°C
200~260°C
300~360A
340~380A
340~380A
360~400A
360~400A
300~380A
360~400A
18~22min
20~24min
20~24min
25~30min
25~30min
25~30min
30~35min
16~20mm
16~20mm
16~20mm
16~20mm
20~22mm
16~20mm
20~22mm
X-Nut
Stump-
fschweißen
Vorheiz-
temperatur
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.538 Volume
2 von Edition 2 entnommen.
DC WIG SERIENAUSRÜSTUNGDC WIG SERIENAUSRÜSTUNG