1009
1.3 Tabelle Der Verwendeten Symbole
Beachten Sie, dass nur einige der nachfolgend aufgeführten Symbole für Ihr Modell gelten.
EIN
AUS
Gefährliche
Spannung
Aufregeln /
Abregeln
Leistungsschalter
Wechselstrom-
Hilfsversorgung
Sicherung
Stromstärke
Spannung
Hertz
Frequenz
Minuskabel
Plus
Gleichstrom (DC)
Erdung
Kabel
Kabelanschluss
Hilfsstromver-
sorgung
Auslegung der
Steckdose für
Hilfsstromversorgung
Einphasig
Dreiphasig
Dreiphasiger statischer
Frequenzumsetzer-Trans-
formator-Gleichrichter
Fern
Prozent
Einschaltdauer
Bedienteil / vor Ort
Mantelelektroden-
schweißen
(SMAW)
MIG-Schweißen
WIG-Schweißen
Kohlelichtbogen-
Pressluftschneiden
Konstantstrom
Konstantspannung
oder Konstant-
potential
Temperatur zu hoch
Störungsanzeige
Lichtbogenkraft
Berührungszündung
(WIG)
Verstellbare
Induktivität
Spannungseingang
Drahtvor-
schubfunktion
Drahtvorschub zum
Werkstück bei ausgeschal-
teter Ausgangsspannung
Schweißpistole
Ausblasen mit Gas
Durchlauf-
schweißmodus
Punktschweiß-
modus
Punktschweißzeit
Vorströmzeit
Nachströmzeit
Zweistufiger
Schalterbetrieb
Zum Starten des Drahtvorschubs
und zum Schweißen drücken,
zum Stoppen loslassen.
Vierstufiger
Schalterbetrieb
Zum Vorströmen drücken und
halten, zum Zünden des Lichtbogens
loslassen. Zum Abschalten des Lichtbo-
gens drücken, zum Nachströmen halten.
Rückbrennzeit
Zoll pro Minute
Meter pro Minute
Spezifikation
Schweißstrom
Siehe Hinweis
Siehe Hinweis
Impulsschweißen
Zusammenfassung
2.1 Kurze Zusammenfassung
ARC 200G / ARC 200K Schweißgeräteübernehmen die neuste Puls-Weiten-Modulationste-
chnologie (PWM) und ist einem IGBT (insulatedgatebipolartransistor) Antriebsmodul, die Arbeit-
sfrequenz in Mittelfrequenz umwandeln und den ursprünglich großen Frequenzumformer durch
einen kleineren Mittelfrequenztransformator austauschen kann, ausgestattet.
Somit kennzeichnet es sich durch Mobilität, Kompaktheit, geringes Gewicht und nied-
rigen Verbrauch.
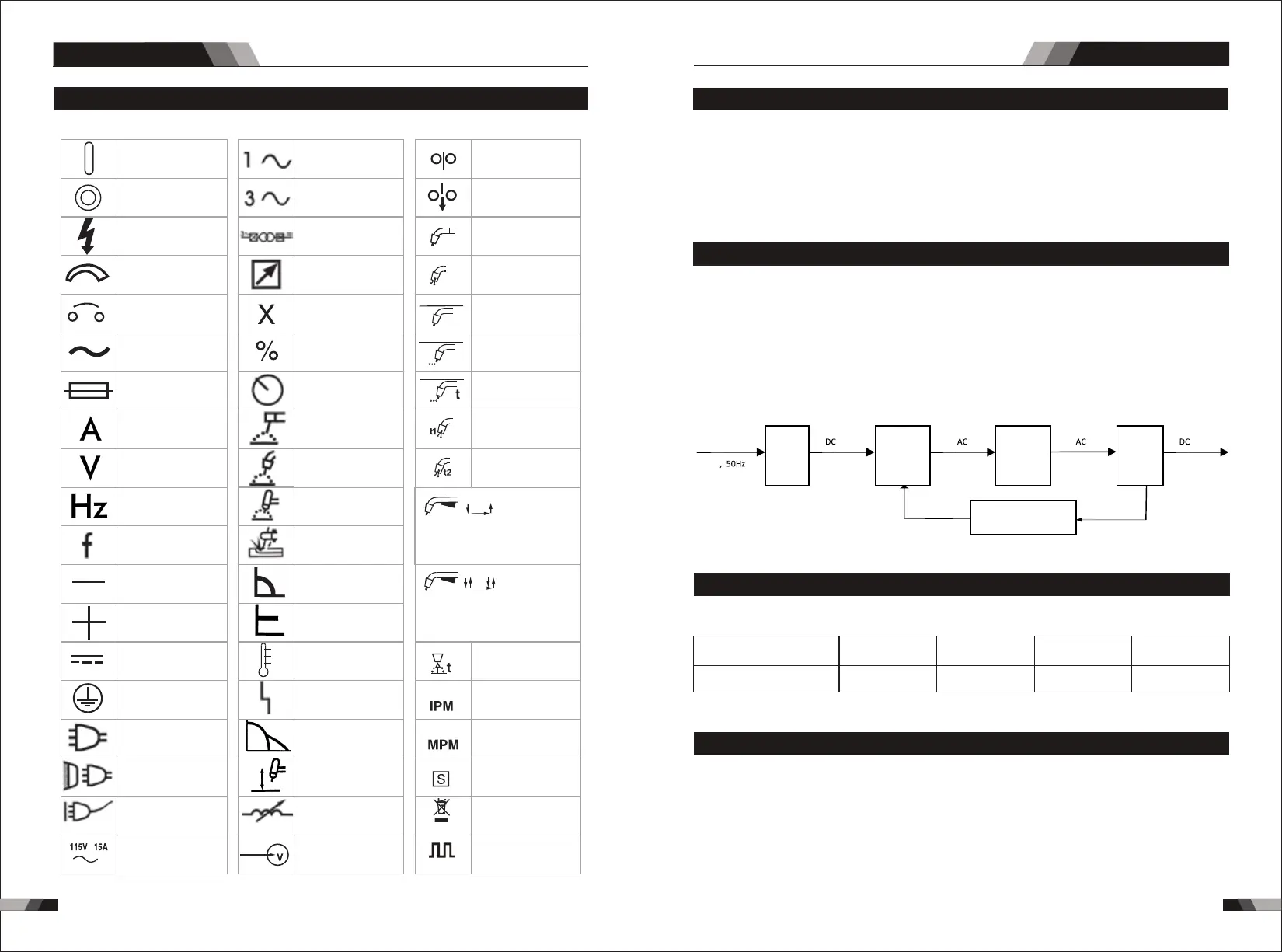
2.2 Funktionsprinzip
2.3 Schweißelektroden spezifikationen
Das Arbeitsschema der ARC 200G / ARC 200K Schweißmaschinen ist in der folgenden
Abbildung dargestellt. Einphasige 230 V Arbeitsfrequenz AC wird in DC (etwa 312 V) gleich-
gerichtet, dann wird durch Wechselrichtergerät (IGBT-Modul) auf Mittelfrequenz AC (ca. 20 –
40 kHz) umgerüstet, nach Spannungsreduzierung durch Mittelwandler (Haupttransformator)
und Gleichrichter Mittelfrequenz-Gleichrichter (schnelle Wiederherstellung Dioden) wird DC
ausgegeben, indem es IGBT-Modul gibt. Der Stromkreis nimmt gegenwärtige Rückkopplung-
Steuerungstechnologie an, um gegenwärtige Ausgabe stabil zu versichern. Unterdessen kann
der Schweißstromparameter kontinuierlich und stufenlos eingestellt werden, um den Anfor-
derungen des Schweißfahrzeugs gerecht zu werden.
230V
Einphasig.
AC
Strom-
richter
Wechsel-
richter
Trans-
forma-
tor
Wechsel-
richter
Stromrückkopplungs-
kontrolle
Stellen Sie die Schweißstromknöpfe ein und stellen Sie sicher, dass der Schweißstrom
der Schweißelektrode entspricht nach wie folgt:
φ2.5
φ3. 2
φ4. 0 φ5. 0
70-100A
110-140A 170-230A 230-280A
Sicherheitshinweise
ARC SERIENAUSRÜSTUNG
ARC SERIENAUSRÜSTUNG
2.4 Arbeitszyklus
Der Nennbetriebswirkungsgrad einer Schweißstromquelle ist eine Aussage über die
Zeit, in der er mit seiner Bemessungsschweißstromleistung betrieben werden kann, ohne
die Temperaturgrenzen der Isolierung der Bauteile zu überschreiten. Um die 10-Minuten-
Einschaltdauer zu erklären, wird folgendes Beispiel verwendet. Man nehme an, dass eine
Schweißstromquelle so ausgelegt ist, dass sie bei einem Arbeitszyklus von 20% arbeitet,
das sind 200 Ampere bei 28 Volt. Dies bedeutet, dass sie so konstruiert und gebaut wurde,
dass sie die Nennstromstärke (200A) für 4 Minuten, d. H. Lichtbogenschweißzeit, aus jeder
10-Minuten-Periode (20% von 10 Minuten ist 4 Minuten) ergibt. Während der anderen 6
Minuten der 10-Minuten-Periode muss die Schweißstromquelle im Leerlauf laufen und
abkühlen lassen.