20
21
Schutzeffekt
Am besten Besser
Gut
Schlecht
Am schle-
chtesten
Farbe des Schweiß-
bereiches
Helles
Silber
Orange-
Gelb
Blau-
Violett
Grün
Weißes
Titanoxid-Pulver
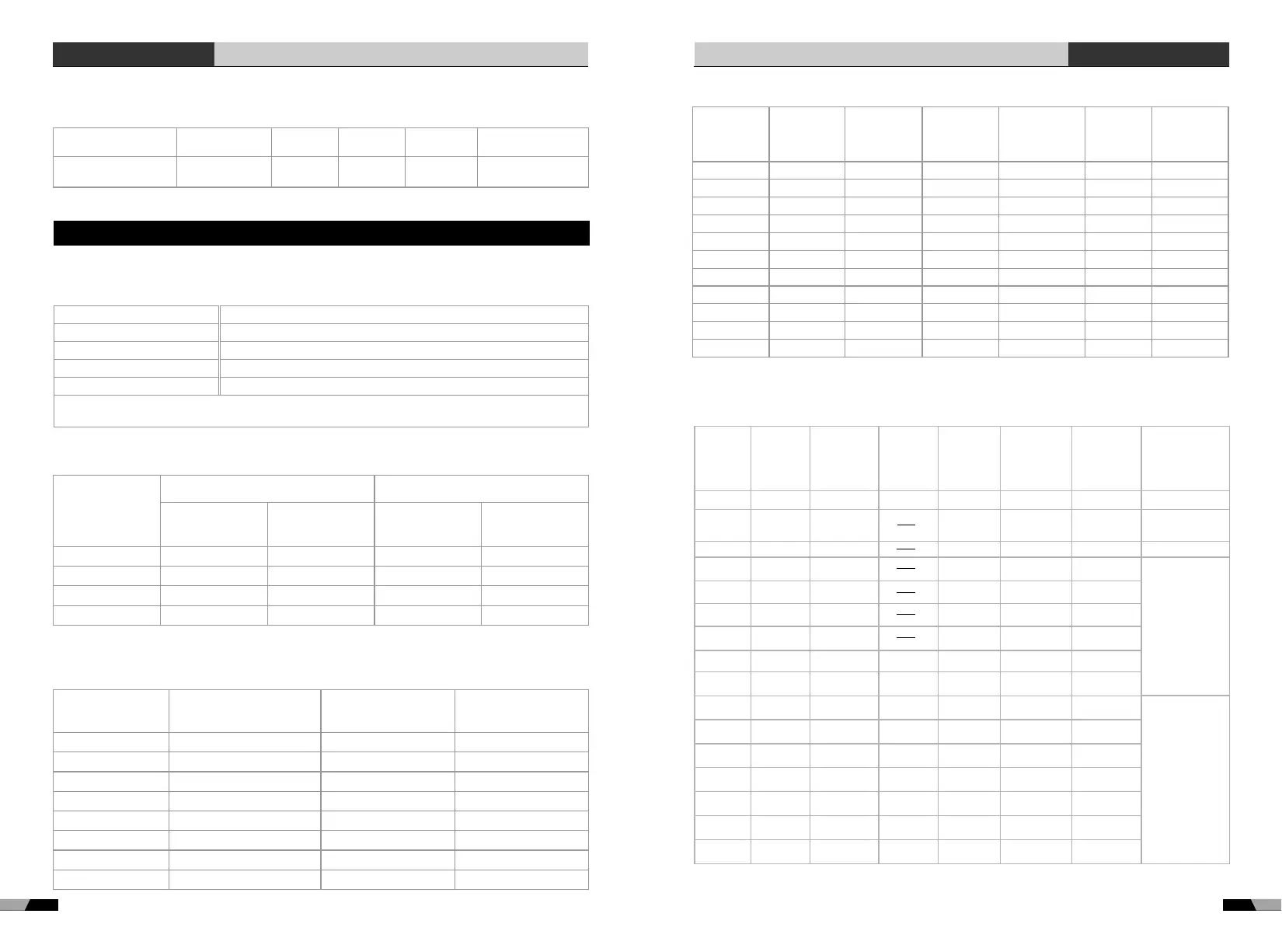
4.4 Anpassung der Parameter beim TIG Schweißen
Die Beziehung zwischen Gasdrüsendurchmesser und
Elektrodendurchmesser
Gasdrüsendurchmesser
6.4mm
8mm
9.5mm
11.1mm
Gasdrüsendurchmesser
0.5mm
1.0mm
1.6or 2.4mm
3.2mm
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.142, Volume 1 von
Edition 2 entnommen.
04
Gas Drüse und Flussrate des Schutzgases
Verstell Bereich
der Schweiß-
stromstärke
DC Positive Verbindung
AC
Durchmesser
der Gas Drüse
Gasflussrate
Durchmesser
der Gas Drüse
Gasflussrate
10~100A
101~150A
151~200A
201~300A
4~9.5mm
4~9.5mm
6~13mm
8~13mm
4~5min
4~7min
6~8min
8~9min
8~9.5mm
9.5~11mm
11~13mm
13~16mm
6~8min
7~10min
7~10min
8~15min
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.149 Volume 1 von Edition
2 entnommen.
Die Relation aus Farbe des Schweißbereiches und dem Schutzeffekt bei
der Ti-Legierung
Schweißverfahren
Schweißverfahren
Durchmesser
der Wolfram
Elektrode
Durchmesser
deszugespitzten
Teiles der Elektrode
Winkel des Kegels Hintergrund-
stromstärke
1.0mm
1.0mm
1.6mm
1.6mm
2.4mm
2.4mm
3.2mm
4.0mm
0.125mm
0.25mm
0.5mm
0.8mm
0.8mm
1.1mm
1.1mm
1.5mm
12°
20°
25°
30°
35°
45°
60°
90°
2~15A
5~30A
8~50A
10~70A
12~90A
15~150A
20~200A
20~300A
Wolfram Elektrode
TIG bei Edelstahl
Dicke des
Arbeitsteils
Nahtform
Durchmes-
ser der
Wolfram
Elektrode
Durchmes-
ser des
Schweiß-
drahtes
Flussrate
des Argon
Gases
Schweiß-
stromstärke
Schweiß-
geschwin-
digkeit
0.8mm
1.0mm
1.5mm
1.5mm
2.4mm
2.4mm
3.2mm
3.2mm
4.8mm
4.8mm
6.0mm
Stumpfnaht
Stumpfnaht
Stumpfnaht
Eckverbindung
Stumpfnaht
Eckverbindung
Stumpfnaht
Eckverbindung
Stumpfnaht
Eckverbindung
Stumpfnaht
1.0mm
1.6mm
1.6mm
1.6mm
1.6mm
1.6mm
1.6mm
1.6mm
2.4mm
3.2mm
4.0mm
1.6mm
1.6mm
1.6mm
1.6mm
2.4mm
2.4mm
2.4mm
2.4mm
3.2mm
3.2mm
4.0mm
5/min
5/min
7/min
7/min
7/min
7/min
7/min
7/min
8/min
9/min
10-12/min
20~50A
50~80A
65~105A
75~125A
85~125A
95~135A
100~135A
115~145A
150~225A
175~250A
220~300A
66cm/min
56cm/min
30cm/min
25cm/min
30cm/min
25cm/min
30cm/min
25cm/min
25cm/min
20cm/min
25cm/min
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.150 Volume 1 von Edition 2 entnommen.
Parameter beim AC TIG (MMA) Schweißen für Aluminium und Legierungen
Dicke Durchmes-
ser des
Schweiß-
drahtes
Durchmes-
ser der
Wolfram
Elektrode
Schweiß-
stromstärke
Flussrate
des Argon
Gases
Durchmes-
ser der Gas
Drüse
Hinweis
1.6mm
1.6~2.0mm
2~2.5mm
2~3mm
3mm
3~4mm
4mm
4~5mm
4~5mm
2mm
2mm
2~3mm
3mm
4mm
4mm
5mm
5mm
5mm
100°C
100~150°C
45~60A
50~80A
90~120A
150~180A
180~200A
180~240A
240~280A
260~320A
280~340A
1mm
1.5mm
2mm
3mm
4mm
5mm
6mm
8mm
10mm
7~9min
7~9min
8~12min
8~12min
10~15min
10~15min
16~20min
16~20min
16~20min
8mm
8mm
8~12mm
8~12mm
8~12mm
10~12mm
14~16mm
14~16mm
14~16mm
Flanschschweißen
Einseitiges
Flansch oder s
tumpf Schweißen
Stumpfschweißen
V-Nut
Stump-
fschweißen
12mm
14mm
16mm
18mm
20mm
16~20mm
22~25mm
4~5mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
5~6mm
6mm
6mm
6mm
6mm
6~7mm
150~200°C
180~200°C
200~220°C
200~240°C
200~260°C
200~260°C
200~260°C
300~360A
340~380A
340~380A
360~400A
360~400A
300~380A
360~400A
18~22min
20~24min
20~24min
25~30min
25~30min
25~30min
30~35min
16~20mm
16~20mm
16~20mm
16~20mm
20~22mm
16~20mm
20~22mm
X-Nut
Stump-
fschweißen
Vorheiz-
temperatur
Hinweis: Die oben genannten Parameter wurden dem „Welding Dictionary“ S.538 Volume 2 von Edition 2 entnommen.
DC TIG SERIENAUSRÜSTUNGDC TIG SERIENAUSRÜSTUNG