l
r
•
l
\
•
•
f
t
t
,.
I'
I
f
i
,
:·
I
J.
i
~
•
•
J
•
1
I
•
•
•
j '
~
l
~
.
l
I
.
t
}
I
}
j l
,.
•
•
•
I
f
•
I
t
I
i
~
"
t·
I
I
•
•
ENGINE
MAINTENANCE
-Top End Maintenance
7-4
TOP
ENO
MAINTENANCE
1.
Since the
formation
of
carbon
is
a
product
of
two-stroke
operation, decarbon ization
at
regular
inter
-
vales is essential. Removing the
cyl
inder head and
scraping
the
carbon
from
piston
crown
and
cylinder
head shou Id be done at every tune-up
or
every
40
hours
of
operation.
During
every other decarbonization, the cylinder
should be removed and the exhaust
port
decarbonized.
· O
0
o--
-
Fig. 7- 42
2. When
the
cylinder
and piston are removed, there
are
several checks
which
should
be
performed. First
of
all,
the
cylinder
bore shou
Id
be checked
for
wear or
scoring each
time
it
is
removed. The ' '
out
of
r
ound''
and
''taper''
can be checked
with
an
inside micro-
meter.
The
out
of
round
of
the
cyli
nder bore circular
direction
90°
at
a
ti
me. The
differen
ce
in measure-
ments
should
n
ot
exceed
0.002''
(0
.
05
mm).
Honing or reboring should be
don
e if this tolerance
is
exceeded. Taper
of
the cy
linder
bore
is
measured by
moving the
micrometer
from
the
top
to
the
bottom
of
the
c
ylinder
bei
ng
careful
to
miss the
port
openi
ngs
.
The
difference
in
these measurements (between top
and
bottom)
should
not
exceed
0.002''
(0.05 mm).
If
upon
inspection
of
the
cylinder
bore, scoring
of
the
cylinder
wall
is
observed
hone
or
rebore
until
these
scores disappear. Before assembly, always clean
th~
carbon
from
the exhaust
port.
Also wash
out
the
cylinder
with
solvent
or
soap and water
to
insure
that
all hone material has been removed. Failure
to
do
this
may result
in
premature wearing
or
scoring
of
the
cylinder
and
piston.
•
•
-92-
Fig. 7-43
.
··
--
---
• I
'
'
A
''
-- -
B
I
•
-
•
-
•
I
0
L _
___
,,
Fig. 7
-4
4
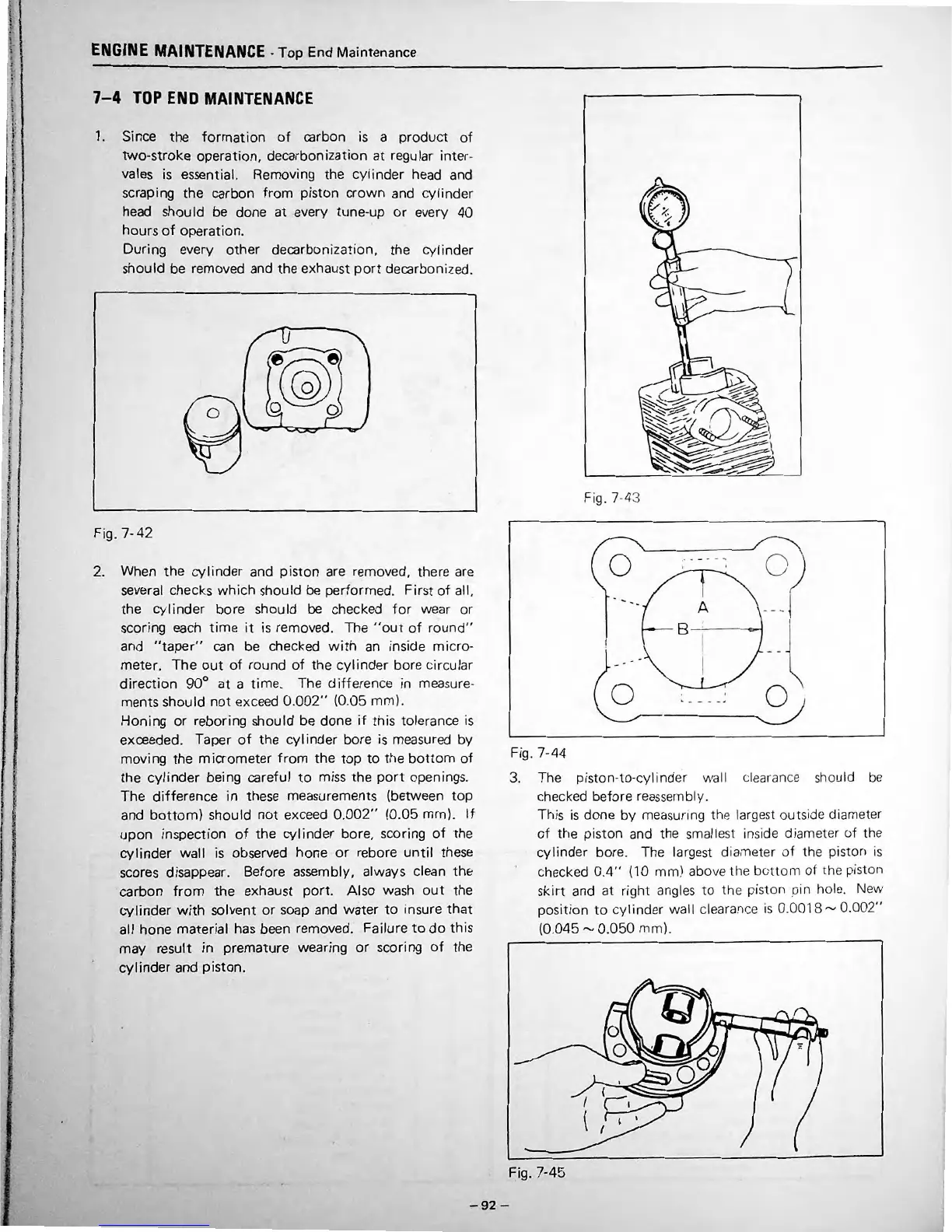
3. The piston-to-cylinder wal I clearance should
be
checked before
rea
ssembly.
Th
is
is
done
by
measuring the largest outside diameter
of
the piston and the smallest inside diameter
of
the
cylinder
bore. T
he
large
st
diameter
of
the piston
is
checked
0.4''
( 10 mm) above the
bottom
of
the pist
on
skirt
and at right angl
es
to
the piston pin hole. New
position
to
cylinder wal l clearance
is
0.0018,...., 0.
002''
(0.
045,....,
0.0
50 mm).
Fig.
7-45
 Loading...
Loading...





