15
NOTE:
For optimal performance, connect the MIG160 to a 50A branch
circuit. If connected to a circuit with lower capacity, expect
reduced welding current and duty cycle. The circuit must be
equipped over 50A with delayed action-type circuit breaker or
fuses.
Ensure the mains supply voltage remains within ±15% of the
rated value (110V/220V). Low voltage can lead to subpar welding
results, while excessively high voltage may cause components to
overheat and potentially fail. Check whether the voltage value
varies in acceptable range with a multi-meter.
Code Requirements for Electrical Input Connections
This welding machine must be connected to a power source in accordance with applicable electrical
codes. The National Electrical Code provides standards for amperage handling capability of supply
conductors based on duty cycle of the welding source.
NOTICE: Do not remove the power cord ground prong.
If there is any other question about the installation meeting applicable electrical code requirements,
consult a qualified electrician.
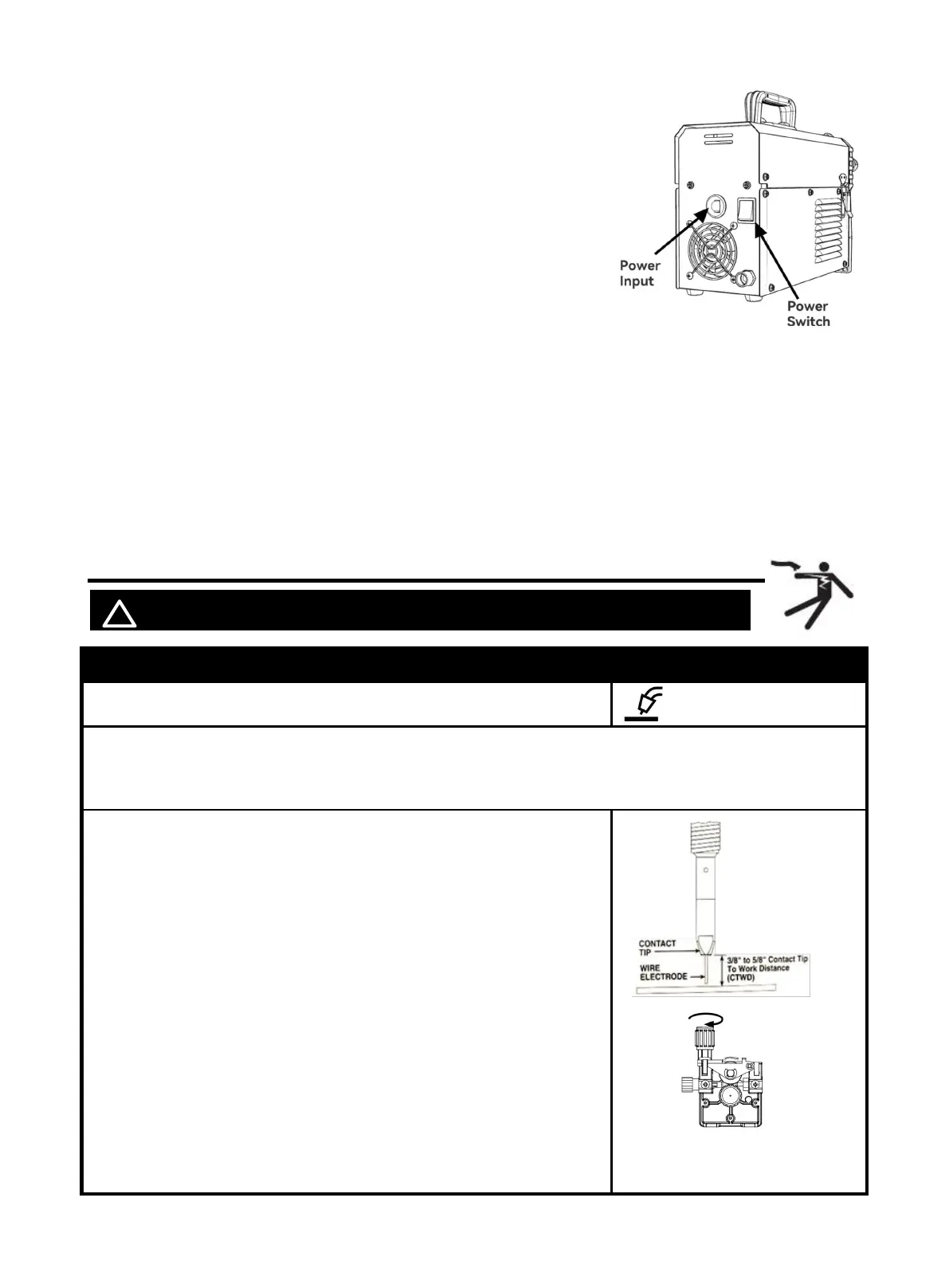
5.3 Wire Stick Out
! WARINING BEWARE OF ELECTRIC SHOCK!
Description Picture
1.Set the Mode Switch to MIG setting.
2. Inching
In MIG mode, not during welding, press torch trigger for at least 3S, the welder will go in fast inching
status, closing output port voltage and gas valve. Release torch trigger,the welder will stop inching.
3. Press and hold the gun trigger to load the wire through the gun,
until the wire feeds through the end of the Gun.
NOTE:
Before feeding, Remove the nozzle and contact tip before
feeding the wire to ensure smooth wire feeding.
If the wire does not feed properly and the Spool is stationary, turn
OFF and unplug the Welder and slightly tighten the Feed
Tensioner clockwise before retrying.
If the wire stops instead of bending, disconnect the Welder,
tighten the Feed Tensioner slightly clockwise, and try again. If
the wire bends due to feed pressure, the tension is set correctly.
Point the Gun away from all objects.
The welding wire should match the Feed Roller and contact tips.
Figure 21
Figure 22
https://www.arccaptain.com/