31
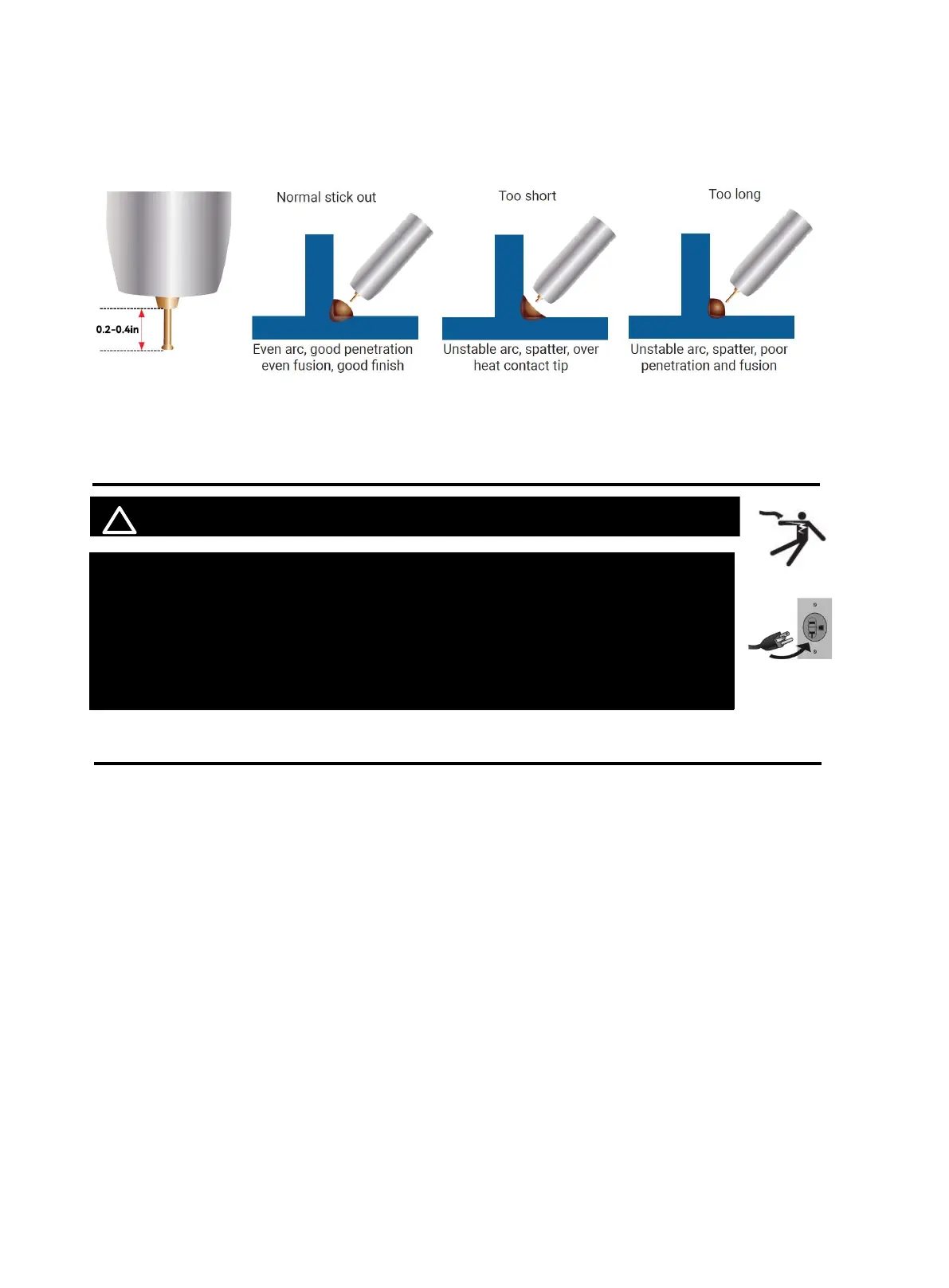
stick out of 0.2-0.4in will produce a stable arc, and an even current flow providing good penetration and
even fusion. Too short stick out will cause an unstable weld pool, produce spatter and over heat the
contact tip. Too long stick out will cause an unstable arc, lack of penetration, lack of fusion and increase
spatter.
10. MAINTENANCE
! WARINING BEWARE OF ELECTRIC SHOCK!
NOTICE: To prevent serious injury, fire, and burns:
Unplug the welder.
Place the MIG gun on a heat-proof, electrically non-conductive
surface.
Allow all parts of the welder to cool completely before servicing.
10.1 Routine and Periodic Maintenance
•
Before Each Use -Check over machine and accessories for any obvious condition that may prevent
safe performance or operation, repair or replace items as necessary to correct any abnormal
condition.
• loose hardware
• misalignment or binding of moving parts
• damaged cord / electrical wiring
• frayed or damaged cables
• cracked or broken parts
• any other condition that may affect its safe operation.
•
Store in a clean and dry location.
•
For optimal weld quality, clean and inspect the contact tip and nozzle before each use.
Cleaning Tip and Nozzle- With the power switch OFF, keep the contact tip and nozzle clean to
prevent issues like shorted nozzles, poor welds, and overheating of the gun.
Figure 49
https://www.arccaptain.com/