stretch out freely.
Posture in welding
c. Arc igniting
Arc igniting is the process for producing stable arc between electrode and workpiece in order to heat
them to implement welding. Common arc ignition mode includes scraping mode and striking mode (See
below). During welding, touch the surface of the workpiece with the end of the electrode by scraping or
light striking to form short circuit, and then quickly lift the electrode 0.08~0.16 inch away to ignite arc. If
arc ignition fails, it is probably because there is coating at the end of the electrode, which affects the
electric conduction. In this case, the operator can strongly knock the electrode to remove the insulation
material until the metal surface of the core wire can be seen.
a) striking mode b) scraping mode
Arc ignition mode
d. Tack weld
For fixing the relative positions of the two pieces of weldment and welding conveniently, 1.2~1.6
inch short weld joints are welded every certain distance in order to fix the relative positions of the
workpiece during welding assembly. This process is named as tack weld.
e. Electrode manipulation
The electrode manipulation actually is a resultant movement in which the electrode simultaneously
moves in three basic directions: the electrode gradually moves along the welding direction; the electrode
gradually moves toward the weld crater; and the electrode transversely swings. (See below figure)
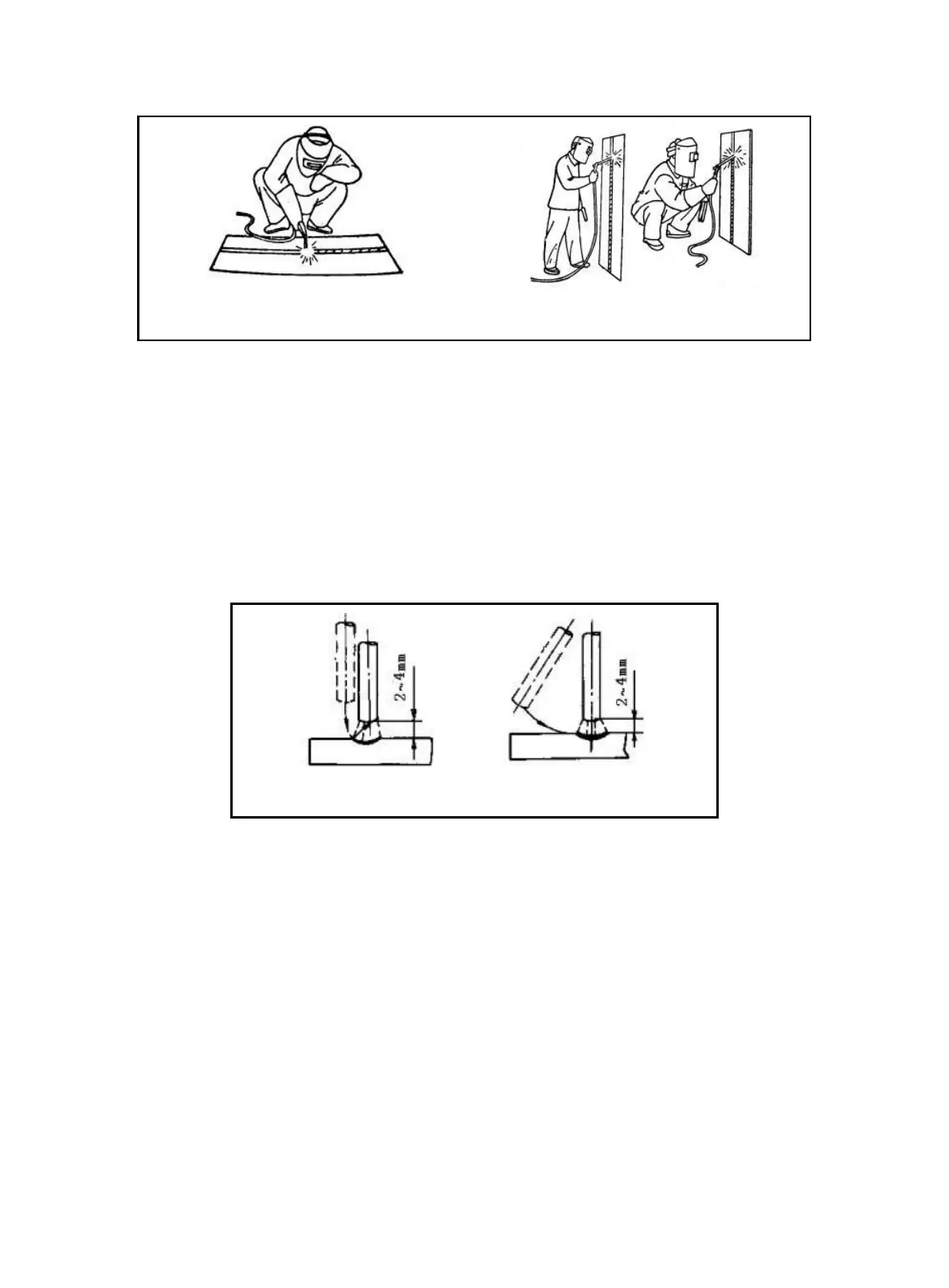
Electrode should be correctly manipulated in three movement directions after arc is ignited. In butt
welding and flat welding, the most important is to control the following three aspects: welding angle, arc
length and welding speed.
1) Welding angle: the electrode should be inclined in 70~80º forwards as shown in the figure.