2) Arc length: the proper arc length is equal to the diameter of electrode in general.
3) Welding speed: proper welding speed should make the crater width of the weld bead about twice the
diameter of the electrode, and the surface of the weld bead should be flat with fine ripples. If the welding
speed is too high, and the weld bead is narrow and high, the ripples are rough, and the fusion is not well
implemented. If the welding speed is too low, the crater width is excessive, and the workpiece is easy to
be burned through. Besides, current should be proper, electrode should be aligned, arc should be low,
and welding speed should not be too high and should be kept uniform during the whole welding process.
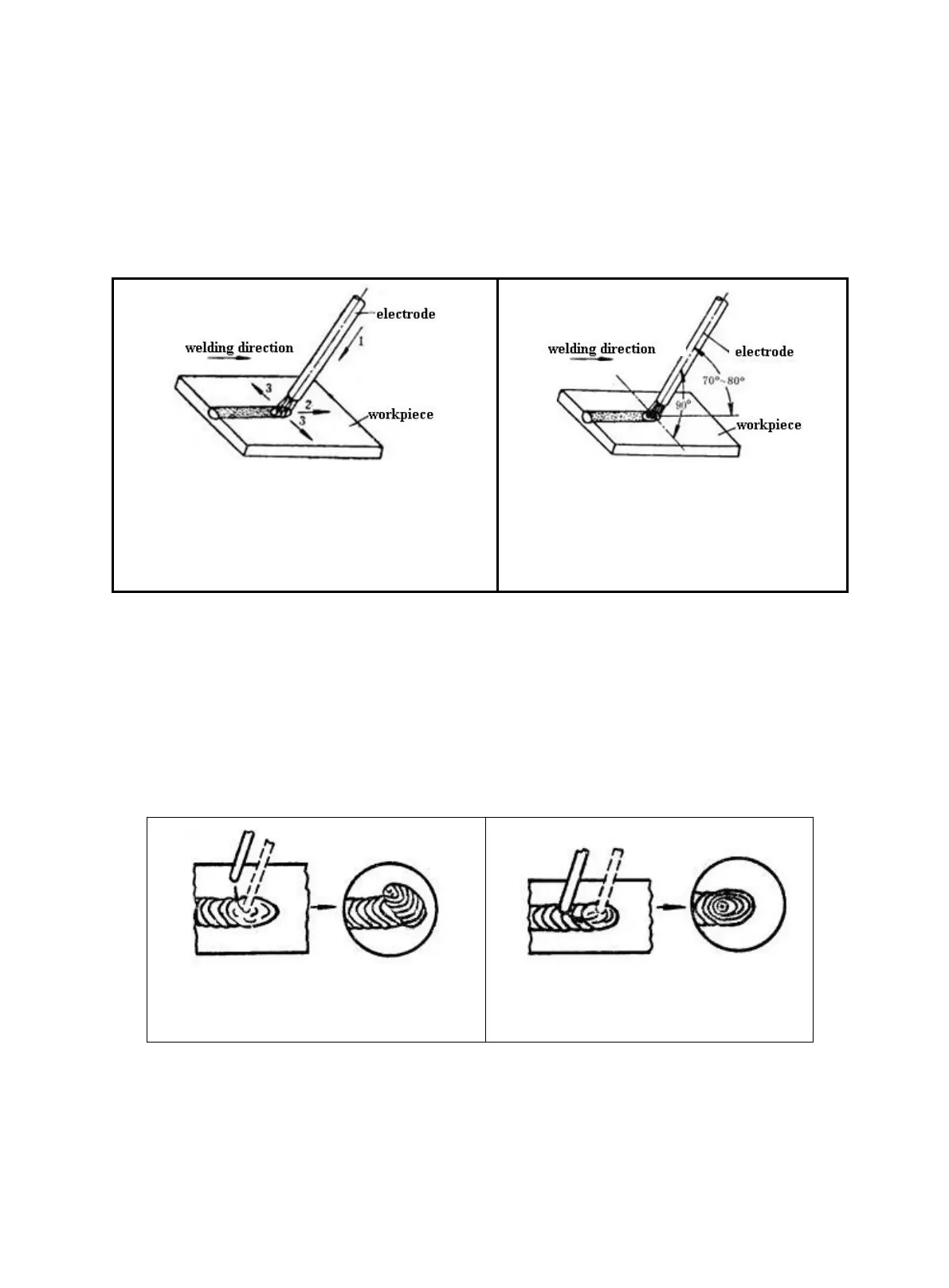
1-downwards feed
2-move toward welding direction
3-transversely swing
Three basic movement directions of electrode
Angles of electrode in flat welding
f. Arc extinguishing
Arc extinguishing is unavoidable during welding. Poor arc extinguishing may bring shallow weld
crater and poor density and strength of weld metal by which cracks, air holes, slag inclusion and the like
are easy to be produced. Gradually pull the end of the electrode to the groove and raise the arc when
extinguishing arc, in order to narrow the weld crater and reduce the metal and heat. Thus, defects such
as cracks and air holes can be avoided. Pile up the weld metal of the crater to make the weld crater
sufficiently transferred. Then, remove the excessive part after welding. The operation modes of arc
extinguishing are shown in the figure below.
a) arc extinguishing at the outside of weld
bead
b) arc extinguishing on the weld bead
Arc extinguishing mode
g. Weldment cleaning
Clean welding slag and spatter with wire brush and the like after welding.