70
5
5
4
8
2
9
2
8
1
7
6
3
6
3
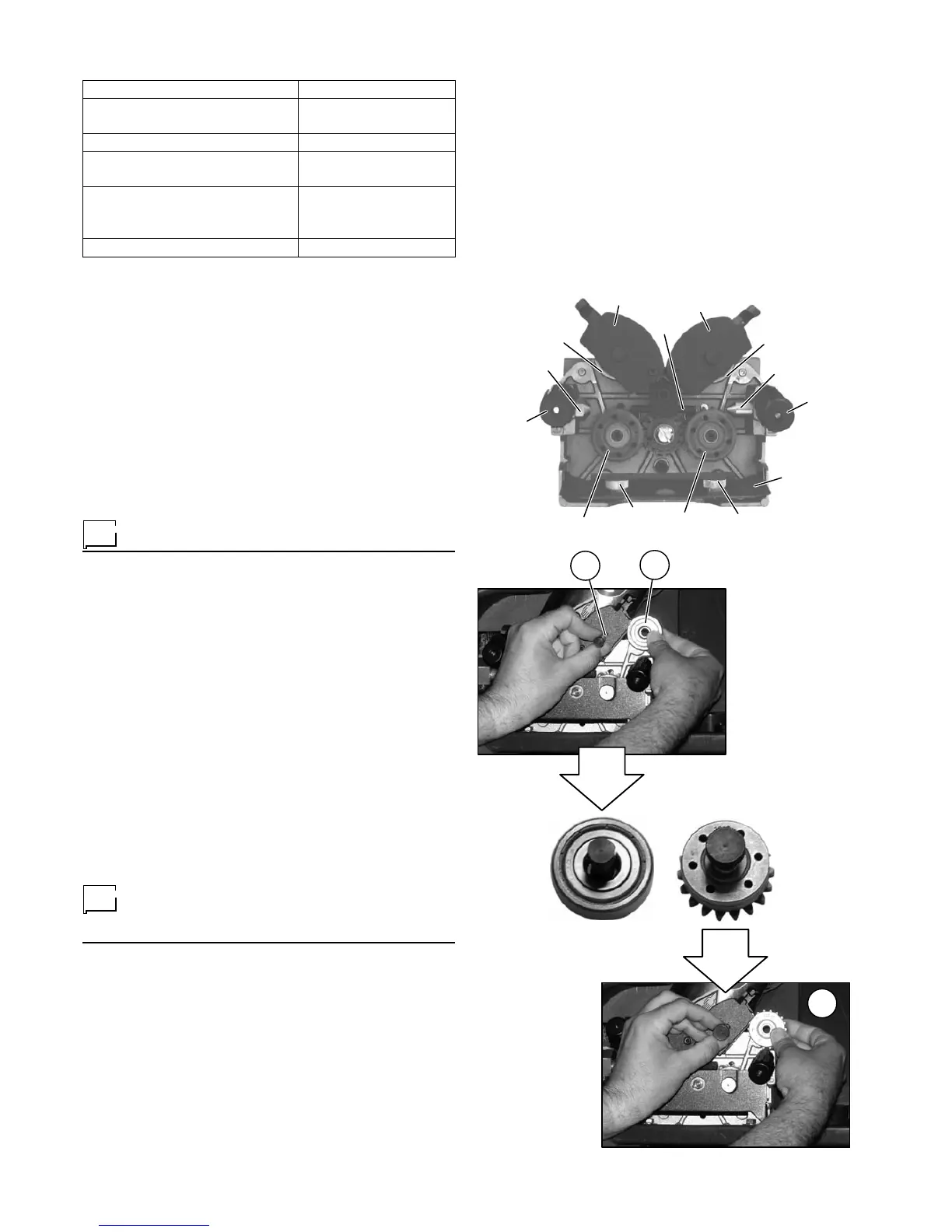
РИС. E
Модель
I
2 Макс. Номинальный ток
при ПВ 50% (*)
Потребляемая мощность
Номинальный ток для
плавкого предохранителя
Сетевой кабель
Длина
Сечение
Кабель массы
A
kVA
A
м
мм
2
мм
2
DIGITECH 400 PULSED
400
14,5
20
4,5
4
50
Таблица 3
(*) Эксплуатационный коэффициент
Соедините стандартный штепсель (3p+e) подходящей
нагрузки к кабелю питания, и установите электрическое
гнездо с плавкими предохранителями или
автоматическим выключателем. Зажим заземления
должен быть соединен с землей посредством ЖЕЛТО-
ЗЕЛЕНОГО провода из комплекта поставки.
В таблице 3 показаны значения допустимой нагрузки по току,
используемой для выбора плавких предохранителей с
задержкой сбрасывания в соответствии с максимальной
потребляемой мощностью питания сварочной машины и
номинальным напряжением питания.
ПРИМЕЧАНИЕ:
Любой удлинитель питающего кабеля
должен быть соответствующего сечения и не меньшего
диаметра, чем кабель из комплекта машины.
Заправка проволоки
• Откройте правую боковую панель и установите бухту
сварочной проволоки (макс. Ø 300 мм) на соответствующий
держатель, таким образом, чтобы проволока
наматывалась в направлении по часовой стрелке, и выступ
держателя заходил в отверстие на катушке бухты.
• Заправьте конец проволоки в направляющую (поз.1, рис.
Е) аппарата подачи проволоки.
• Приподнимите прижимной ролик и отведите рычаг (поз.8,
рис. Е). Проверьте, соответствует ли диаметр,
обозначенный на приводном ролике (поз.3, рис. Е),
диаметру используемой проволоки.
• Заправьте конец проволоки размером 1см в направляющий
канал (поз.4, рис.Е). Опустите прижимной ролик и
убедитесь, что проволока входит в углубление приводного
ролика. В противном случае отрегулируйте прижимное
давление соответствующим винтом (поз.5, рис. Е).
Установите давление прижима таким, чтобы исключить
проскальзывание проволоки. Слишком сильное давление
прижима приводит к деформации проволоки и
искривлению её конца, слабое – к неравномерному
сварочному процессу.
Монтаж приводных роликов для
сварки стальной проволокой
Открутить винты (поз.6, рис. Е) и снять крышку защиты
привода (поз.7, рис. Е). Поднять рычаги прижимных роликов
(поз.2, рис. Е).
• При этом учитывать данные о видах проволоки и их
диаметрах, имеющиеся на каждой стороне роликов.
• Установить соответствующие валки (поз.3, рис.Е).
Проследить, чтобы канавки соответствовали диаметру
проволоки.
• Установить крышку защиты привода.
МОНТАЖ ПРИВОДНЫХ РОЛИКОВ ДЛЦ СВАРКИ
АЛЮМИНИЕВОЙ ПРОВОЛОКОЙ
ДЕМОНТАЖ РОЛИКОВ (Рис. F)
Открутите с помощью соответствующего ключа винт (Поз.
1) и снимите ролик вместе с шайбой (Поз. 2).
УСТАНОВКА АЛЮМИНИЕВЫХ РОЛИКОВ (Рис. G)
Наденьте ролик с зубчатым колесом (Поз. 1) на штифт и
закрепите вручную с помощью винта. Ролик должен встать
на место снятого ролика.
1
2
1
РИС. F
РИС. G