76
Регулирование с генератора или с
механизма подачи проволоки
DIGITECH 400 PULSED оборудован системой, позволяющей
регулировать параметры при помощи ручек кодеров,
расположенных на передней панели машины (регулирование
с генератора) или ручек потенциометров, расположенных на
передней панели механизма подачи проволоки
(регулирование с механизма подачи проволоки).
Стандартное регулирование, которое может выполнять
аппарат при выходе с завода, - регулирование с механизма
подачи проволоки.
Для перехода на РЕГУЛИРОВАНИЕ С ГЕНЕРАТОРА (кодеры
АКТИВНЫ - потенциометры НЕ АКТИВНЫ) нажмите
следующее сочетание кнопок:
• Нажмите и отпустите кнопку ОСОБЫЕ ФУНКЦИИ;
• Нажмите и отпустите кнопку ПРОКРУТКА ПРОГРАММ
минус (-);
• Нажмите и отпустите кнопку ОСОБЫЕ ФУНКЦИИ.
Для возврата к РЕГУЛИРОВАНИЕ С МЕХАНИЗМА ПОДАЧИ
ПРОВОЛОКИ (кодеры НЕ АКТИВНЫ - потенциометры
АКТИВНЫ) нажмите следующее сочетание кнопок:
• Нажмите и отпустите кнопку ОСОБЫЕ ФУНКЦИИ;
• Нажмите и отпустите кнопку ПРОКРУТКА ПРОГРАММ
плюс (+);
• Нажмите и отпустите кнопку ОСОБЫЕ ФУНКЦИИ.
Отображение версии
инсталлированного программного
обеспечения
DIGITECH 400 PULSED оборудован блоком цифрового
управления с программным обеспечением, определенном на
заводе. Это программное обеспечение пригодно для
дальнейшего развития и усовершенствования. Программное
обеспечение каждой платы обозначается определенным
номером/версией, которые можно отобразить на дисплее
ОТОБРАЖЕНИЕ ПРОГРАММ следующим образом:
• ЦИФРОВАЯ ПЛАТА ЦП ПЕРЕДНЕЙ ПАНЕЛИ
Включите сварочный аппарат поворотом выключателя,
расположенного на задней панели, в положение 1, нажмите
кнопку ОСОБЫЕ ФУНКЦИИ, а затем - кнопку РАБ./ЗАП.
• ЦИФРОВАЯ ПЛАТА ПЕРЕДНЕЙ ПАНЕЛИ
Включите сварочный аппарат поворотом выключателя,
расположенного на задней панели, в положение 1, нажмите
кнопку ОСОБЫЕ ФУНКЦИИ, а затем - кнопку ПРОБА ГАЗА.
• ЭЛЕКТРОННАЯ ПЛАТА ПАНЕЛИ TA4
Включите сварочный аппарат поворотом выключателя,
расположенного на задней панели, в положение 1, нажмите
кнопку ОСОБЫЕ ФУНКЦИИ, а затем - кнопку ПРОБА
ПРОВОЛОКИ.
Перед сваркой
ВНИМАНИЕ:
Перед включением оборудования снова
проверьте, что напряжение и частота электросети
соответствуют номинальным параметрам.
• Проверьте, что механизм подачи проволоки надежно
подключен к сварочному аппарату соединительным
кабелем;
• Включите сварочный аппарат поворотом выключателя,
расположенного на задней панели, в положение 1
(ВНИМАНИЕ: при каждом включении на аппарате
отображаются последние задания, выполненные до
выключения);
• Задайте различные агрегаты в зависимости от требуемого
процесса сварки.
Процессы сварки
СВАРКА ЭЛЕКТРОДОМ
Для сварки покрытыми электродами с использованием
регулируемых пользователем устройств “сила дуги”
(регулируется кнопкой ВЫБОР ПАРАМЕТРОВ - В) и “горячий
запуск” (регулируется кнопкой ОСОБЫЕ ФУНКЦИИ).
Доступ к этому режиму сварки осуществляется нажатием
кнопки ПРОЦЕСС СВАРКИ и устанавливаясь на MMA
.
Подсоедините сварочные кабели по указаниям параграфа
“Подключение сварочных кабелей - сварка ЭЛЕКТРОДОМ
(Рис. B)”.
ВНИМАНИЕ:
Не кладите горелку на токопроводящие части,
подключенные к кабелю массы, когда механизм подачи
проволоки подключен к сварочному аппарату
соединительным кабелем.
Параметры сварки
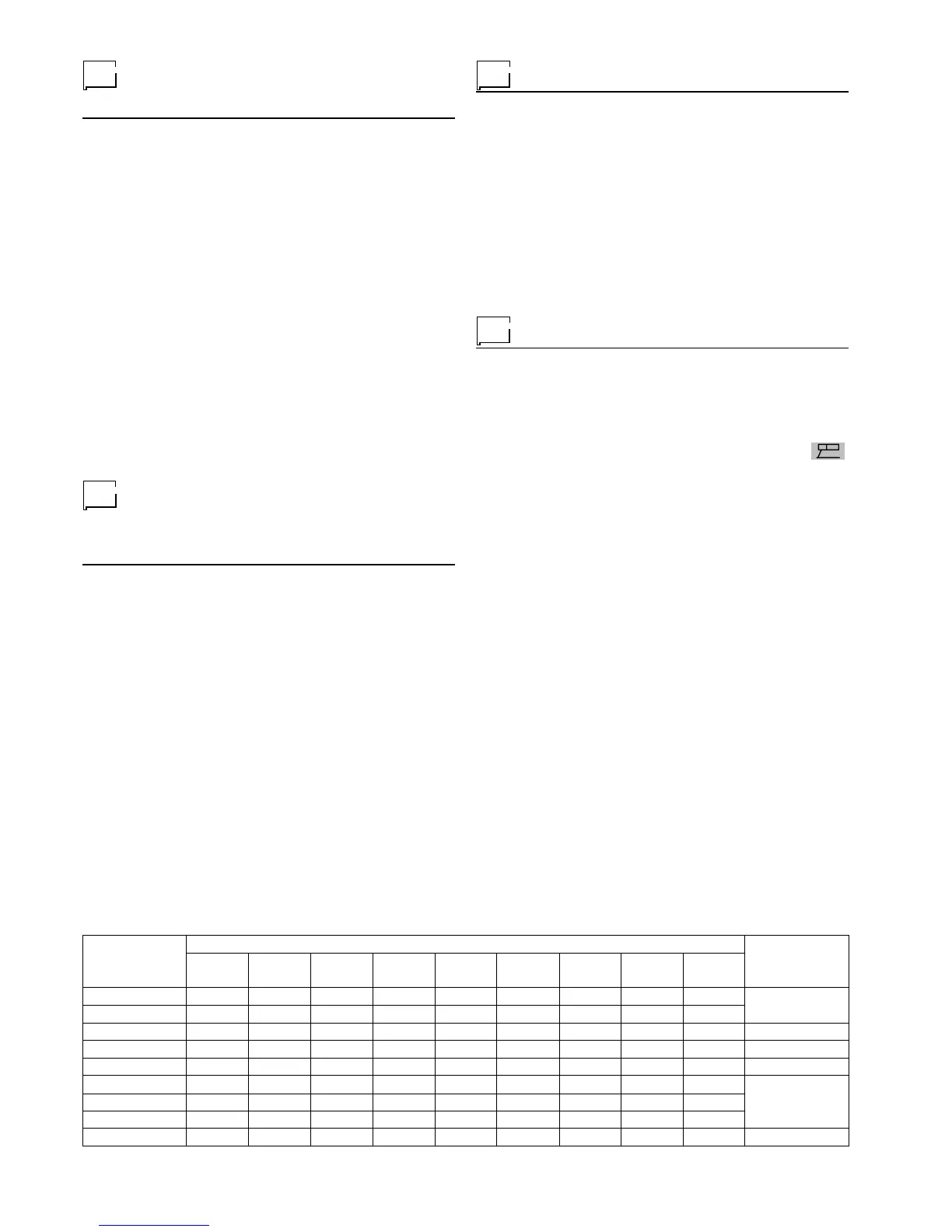
таблице 4 приводятся значения тока для использования с
соответствующими электродами для сварки обычной и
низколегированной стали. Эти данные всего лишь
ориентировочны; для точного выбора соблюдайте указания
производителей электродов. Используемый ток зависит от
положений сварки, типа шва и растет с увеличением
толщины и размеров детали. Значение силы тока,
используемое для различных типов сварки, в диапазоне
регулирования, приведенное в таблице 4:
• Высокое для сварных швов на плоскости, на плоскости
фронтальных и восходящих по вертикали;
• Среднее для сварных швов над головой;
• Низкое для нисходящей сварки по вертикали и для
соединения подогретых деталей небольших размеров.
Указание, достаточно приблизительное, по среднему току
для использования при сварке электродами для нормальной
стали, дается следующей формулой:
I = 50 x (
Ø
e – 1 )
Ø ЭЛЕКТРОДА
(мм)
1,6
2
2,4
3,2
4
4,8
5,6
6,4
8
6010
6011
-
-
40-80
75-125
110-170
140-215
170-250
210-320
275-425
6012
20-40
25-60
35-85
80-140
110-190
140-240
200-320
250-400
300-500
6013
20-40
25-60
45-90
80-130
105-180
150-230
310-300
250-350
320-430
6020
-
-
-
100-150
130-190
175-250
225-310
275-375
340-450
6027
-
-
-
125-185
160-240
210-300
250-350
300-420
375-475
7014
-
-
80-125
110-160
150-210
200-275
260-340
330-415
390-500
7015
7016
-
-
65-110
100-150
140-200
180-255
240-320
300-390
375-475
7018
-
-
70-100
115-165
150-220
200-275
260-340
315-400
375-470
7024
7028
-
-
100-145
140-190
180-250
230-305
275-365
335-430
400-525
ТОЛЩИНА
СВАРИВАЕМОЙ
ЗАГОТОВКИ (мм)
≤≤
≤≤
≤ 5
≤≤
≤≤
≤ 6,5
> 3,5
> 6,5
> 9,5
> 13
ТИП ЭЛЕКТРОДА – Область регулирования сварочного тока (A)
Таблица 4