77
где:
I = сила сварочного тока
Øe = диаметр электрода
Пример: Диаметр электрода 4 мм
I = 50 x (4 -1) = 50 x 3 = 150A
Перед выполнением сварки на дисплеях ОТОБРАЖЕНИЕ
ПАРАМЕТРОВ - A (сокращенно - dVPA) и ОТОБРАЖЕНИЕ
ПАРАМЕТРОВ - В (сокращенно - dVPV) отображаются
заданные значения сварочного тока
(регулируется
ручкой КОДЕР 1) и напряжения на холостом ходу (не
регулируется) или “силы дуги” (при выборе регулируется
ручкой КОДЕР 2).
Во время процесса сварки на дисплеях dVPA и dVPV
отображаются значения сварочного тока
, с которым
выполняется сварка (регулируется ручкой КОДЕР 1), и
напряжения сварки
(не регулируется) или “силы дуги”
(при выборе – регулируется (по шкале значений от 0 до 100
(абсолютное значение) с интервалом регулирования в 1 -
параметр, повышающий энергию дуги в тяжелых условиях
сварки) ручкой КОДЕР 2).
Особые функции
• ГОРЯЧИЙ ЗАПУСК, т. е. избыточный ток, подаваемый в
момент зажигания дуги. (Горячий запуск - от 0 до 100 с
интервалом регулирования в 1). При сварке электродом
нажатием кнопки ОСОБЫЕ ФУНКЦИИ можно получить
доступ к функции “горячий запуск” (регулируется ручкой
КОДЕР 2 и не может меняться при сварке).
СВАРКА TIG С ЗАЖИГАНИЕМ ТИПА “LIFT”
Доступ к этому режиму сварки осуществляется нажатием
кнопки ПРОЦЕСС СВАРКИ и устанавливаясь на TIG с
зажиганием типа “Lift”
.
Подсоедините сварочные кабели по указаниям параграфа
“Подключение сварочных кабелей - сварка TIG (Рис. C)”.
ВНИМАНИЕ:
Не кладите горелку на токопроводящие части,
подключенные к кабелю массы, когда механизм подачи
проволоки подключен к сварочному аппарату
соединительным кабелем.
Параметры сварки
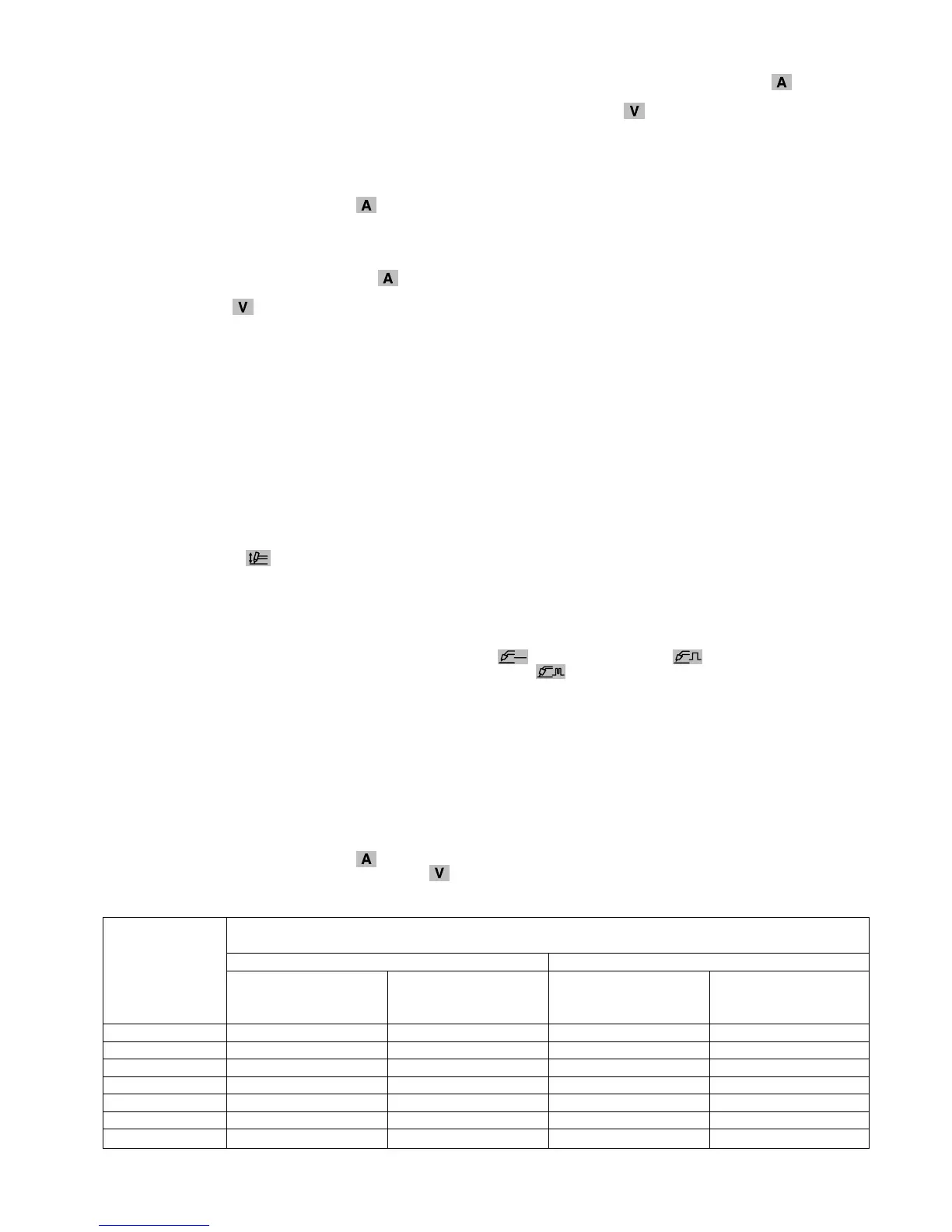
В таблице 5 приводятся значения тока для использования с
соответствующими электродами для сварки TIG переменного
и постоянного тока. Эти данные не имеют абсолютного
значения, они всего лишь ориентировочны; для точного
выбора соблюдайте указания производителей электродов.
Диаметр используемого электрода прямо пропорционален
току, используемому для сварки.
Перед выполнением сварки на дисплеях ОТОБРАЖЕНИЕ
ПАРАМЕТРОВ - A (сокращенно dVPA) и ОТОБРАЖЕНИЕ
ПАРАМЕТРОВ - В (сокращенно dVPV) отображаются
заданные значения сварочного тока
(регулируется
ручкой КОДЕР 1) и напряжения на холостом ходу
(не
регулируется).
Во время процесса сварки на дисплеях dVPA и dVPV
отображаются значения сварочного тока
, с которым
выполняется сварка (регулируется ручкой КОДЕР 1) и
напряжения сварки
(не регулируется).
В этом процессе за счет инновационного зажигания типа “lift”
с тепловым регулированием (TCS) зажигание выполняется
точно и быстро, снижая до минимума включения вольфрама
и устраняя насечки на свариваемой детали.
Сварочный аппарат оснащен также эксклюзивным
устройством SWS “Smart Welding Stop” для завершения
сварки TIG. При поднятии горелки без выключения дуги
выполняется спад с автоматическим выключением.
Особые функции
Для этого процесса не предусматриваются особые функции.
СВАРКА MIG-MAG, ИМПУЛЬСНАЯ MIG И
ДВУХИМПУЛЬСНАЯ MIG
Перед началом сварки выполните на механизме подачи
проволоки TA4 следующие операции:
• Снимите сопло-направляющую проволоки с горелки для
обеспечения при загрузке свободного выхода проволоки.
Напоминаем, что сопло-направляющая проволоки должно
соответствовать диаметру используемой проволоки;
• Отрегулируйте потенциометры, расположенные на
передней панели, на нужные значения;
• Включите кнопку пробы привода до выхода проволоки из
горелки;
• Снова навинтите сопло-направляющую проволоки на
конец горелки;
• Медленно откройте кран баллона и при помощи ручки
редуктора отрегулируйте давление на ок. 1,3-1,7 бар;
• Включите кнопку пробы газа и отрегулируйте расход на
значение в пределах 14 и 20 л/мин. в зависимости от
используемого для сварки тока;
• Сварочный аппарат готов к сварке.
СИНЕРГЕТИЧЕСКИЙ рабочий режим
Доступ к этому режиму сварки осуществляется нажатием
кнопки ПРОЦЕСС СВАРКИ, устанавливаясь на MIG-MAG
, ИМПУЛЬСНАЯ MIG или ДВУХИМПУЛЬСНАЯ
MIG
и нажимая кнопку РАБОЧИЙ РЕЖИМ,
устанавливаясь на SYN.
Синергия – это ничто иное, как связь, соединяющая
многочисленные различные между собой величины так, что
когда меняется одна из этих величин, другие меняются
соответствующим образом автоматически и синергично.
Генератор DIGITECH 400 PULSED позволяет вводить 100
программ, предоставленных фирмой-изготовителем, для
каждого процесса сварки, которые делятся следующим
образом:
• 100 программ для MIG-MAG (№ программы с 1 по 99);
• 100 программ для ИМПУЛЬСНАЯ MIG (№ программы с 101
по 199);
• 100 программ для ДВУХИМПУЛЬСНАЯ MIG (№ программы
с 201 по 299).
Таблица 5
ТИГ ДС (постоянный ток)
Ø ЭЛЕКТРОДА
(мм)
1
1,6
2,4
3,2
4
4,8
6,4
Вольфрам
Церий 1%
Серый
10-50
50-80
80-150
150-250
200-400
-
-
Вольфрам
Редкоземельные элементы 2%
Бирюзовый
10-50
50-80
80-150
150-250
200-400
-
-
Вольфрам
Чистый
Зеленый
-
30-60
60-120
80-160
100-240
200-300
275-400
Вольфрам
Редкоземельные элементы 2%
Бирюзовый
-
30-60
60-120
80-160
100-240
200-300
275-400
ТИГ АС (переменный ток)
ТИП ЭЛЕКТРОДА – Область регулирования сварочного тока (A)