Manual 0-5492 5-15 MIG (GMAW) WELDING
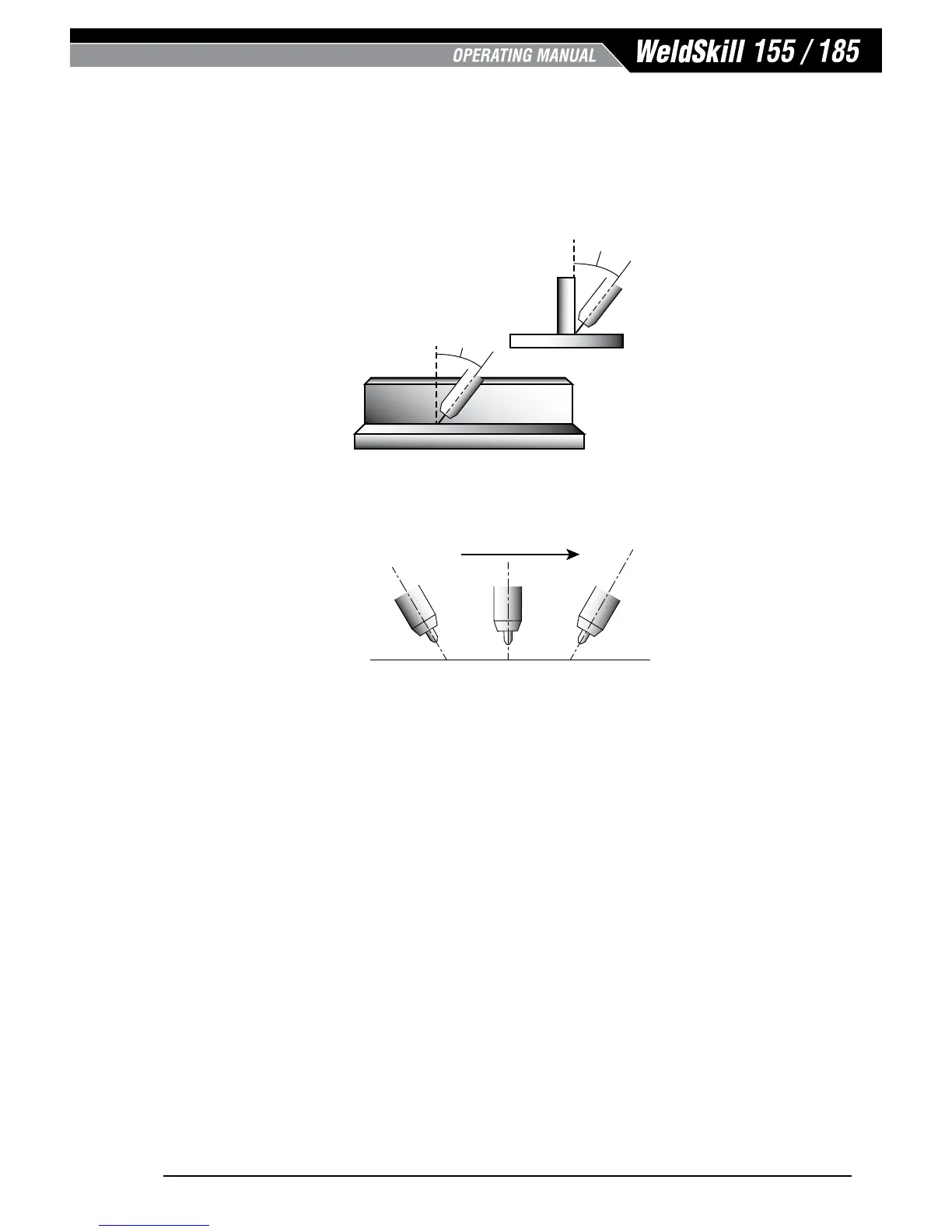
3. Nozzle Angle. This refers to the position of the welding gun in relation to the joint. The transverse angle
is usually one half the included angle between plates forming the joint. The longitudinal angle is the
angle between the centre line of the welding gun and a line perpendicular to the axis of the weld. The
longitudinal angle is generally called the Nozzle Angle and can be either trailing (pulling) or leading
(pushing). Whether the operator is left handed or right handed has to be considered to realize the
effects of each angle in relation to the direction of travel.
Transverse and Longitudinal
Art # A-08998_AB
Longitudinal
Angle
Axis of Weld
Art # A-08999_AC
Nozzle Angle, Right Handed Operator
Direction of Gun Travel
Leading or “Pushing”
Angle
(Forward Pointing)
Trailing or “Pulling”
Angle
(Backward Pointing)
90°
Figure 5-23
Establishing the Arc and Making Weld Beads
Before attempting to weld on a finished piece of work, it is recommended that practice welds be made on a
sample metal of the same material as that of the finished piece.
The easiest welding procedure for the beginner to experiment with MIG welding is the flat position. The
equipment is capable of flat, vertical and overhead positions.
For practicing MIG welding, secure some pieces of 16 or 18 gauge (0.06” 1.5mm or 0.08” 2.0mm) mild steel
plate 6” x 6” (150 x 150mm). Use 0.030” (0.8mm) flux cored gasless wire or a solid wire with shielding gas.