24
CLARKSON SLURRY KNIFE GATE VALVES
KGA
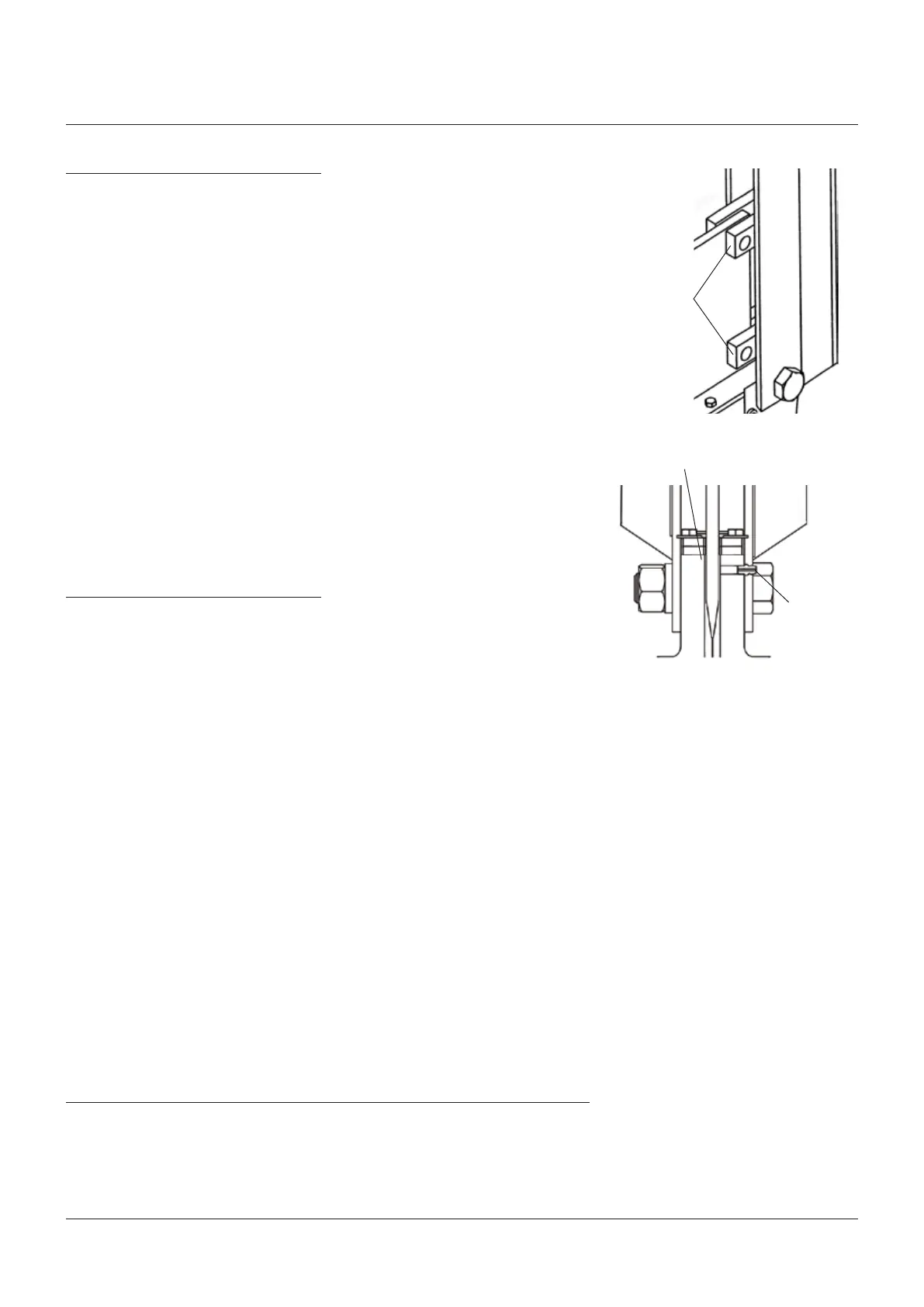
FIGURE 4
Lockout
brackets
Wiper assembly
Lubrication
fitting
FIGURE 5
24 LOCKOUTS
Lockouts are optional on the KGA. If provided,
the open-closed lockout brackets are
designed to resist the normal valve operating
thrust. In order to assure complete lockout
compliance, any AC, HC or EM actuated valve
must be placed in a ZERO ENERGY STATE by
isolating all potential energy sources including
electricity, operator supply air or hydraulic
fluids. Please contact factory for complete
details.
CAUTION
Valves supplied with spring to extend (fail close) or
retract (fail open) cylinders contain a mechanical
spring which is compressed. In this case, the
mechanical energy of the compressed spring
cannot be placed in a ZERO ENERGY STATE.
Take extreme care when inserting and removing
the lockout pin. If the valve is actuated or the
opposing pneumatic force is removed during
the insertion process, the cylinder rod, gate and
accompanying hardware will move and injury
could occur.
25 GENERAL MAINTENANCE
We recommend that all Clarkson products be
inspected at least every 60 days. The following
points should be examined and corrected as
required:
1. Exterior overview: piping system
components are subject to certain levels of
erosion and corrosion. Periodic inspections
should be made as valves/components
may wear over time. Regular inspection
of the housing assembly and gate should
be performed, check for general signs
of corrosion, component wear and/
or damage caused by process media.
Severe applications may require additional
inspection types and/or frequency.
2. Valve stems, extension stems, and stem
nut: look for excessive corrosion, galling or
lack of lubrication. If valve stem requires
lubrication, utilize the grease fitting provided
and pump standard bearing grease through
the yoke hub to lubricate the stem and
stem nut assembly. Additional lubrication
may be applied directly onto stem or
stem threads. (Use material which meets
ASTM 4950 GBLB.)
APPROVED SILICON BASED LUBRICANTS
Dow III - Dow corning Complex 821 - NFO
Dow 44 - Dow corning Dow 7 - Dow corning
Rhodorsil 111 - Rhone-poulenc Compound G661 - G E
Sil glyde - AGS Company
For compatibility of other lubricants, consult Emerson Engineering.
Note: failure to use the recommended type
of lubricant will considerably reduce the life
ofboth the sleeves and secondary seal. Under
no circumstances should a hydrocarbon-based
lubricant be used. The use of improper
lubrication will void anyremaining warranty.
3. If possible stroke the valve through the full
open and closed position to make sure it is
functioning properly.
Note: it is normal for the KGA valve to
discharge media during opening and
closingcycles.
4. Valve housing and sleeve lubrication
A) The KGA valve is equipped with
lubrication fittings located in the chest
of the valve. Through these lubrication
fittings, approved silicone based-
lubricant can be inserted into the valve
chest area. This is the primary means
ofgate and sleeve lubrication.
B) As a minimum, the Clarkson KGA valves
should be lubricated every 100strokes
for NPS 3 - 10 (DN 80 - 250) sizes
and every 50strokes for NPS 12 - 60
(DN 300 - 1500) sizes. An individual
application may require more or less
frequent lubrication depending on
the process and chemistry. If a valve
cycles very infrequently, less than once
per month, lubrication prior to each
stroke is recommended. (See below
forapprovedlubrication).
C) The gate may also be lubricated by
applying lubricant directly onto the
exposed gate surface.
D) Sleeve wear can be minimized if the
valve gate is scraped or wiped clean
occasionally.
E) For dry material handling service, liquid
or grease type lubricants should not be
used.