DOKP4M4060 3.0 -27- © ESAB/TBi 2020
Wire feed during the
welding process is
irregular or stops
and welding wire
exhibits dents or
striation
Drive unit (wire feeding roll and counter-
pressure roll) is contaminated with wire
abrasion
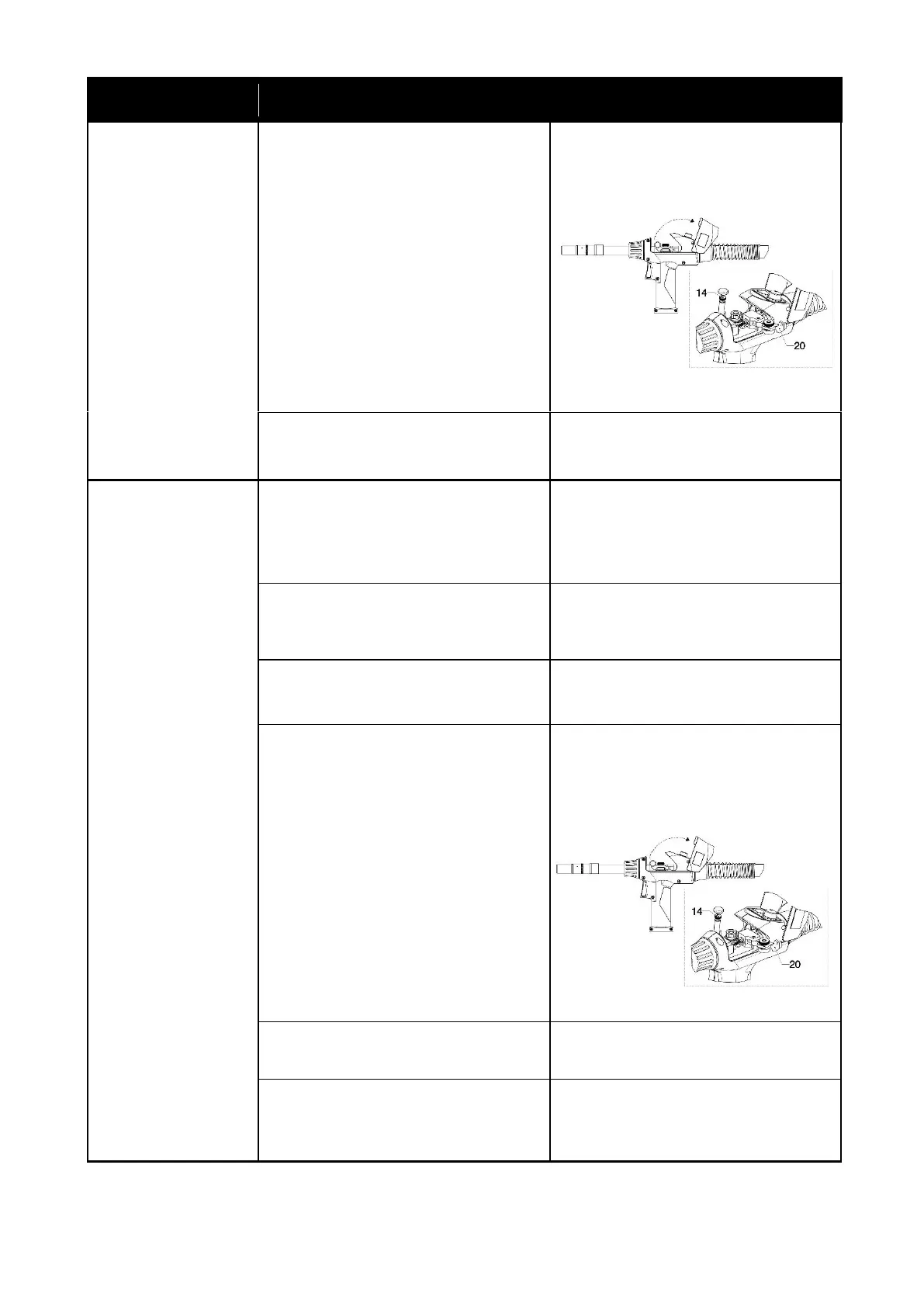
Clean drive unit with compressed air, then
close cover (4). Open drive unit by unlocking
the tension spring holder (14) and opening
the pressure roll holder (20).
Wire feeding roll is damaged (worn out)
Replace wire feeding roll
(see section 3)
Wire feed at the welding power source (wire
feeder) does not initiate.
Check whether the torch is correctly
connected to the power source and control
cable. Check function of welding machine
and wire feeder, if needed.
Wire feed of the welding power source (wire
feeder) is configured wrongly.
Check for correct setting of the welding
power source (wire feeder) according to
instructions.
The torch drive unit is not equipped with the
suitabledrive roll (100)
Check that the size of drive roll is correct for
the welding wire used.
The drive unit properly in not closed and
locked after threading in of the wire
Open cover (4). Close pressure roll holder
(20) properly and lock tension spring holder
(14). Check whether the counter-pressure
roll is applying enough pressing force.
(see Section 4.3, Point 7).
Wire splatter is stuck to the contact tip or the
contact tip is affected by wear.
The cable assembly and torch are not
suitably equipped for the material and the
wire diameter
Check the core in the assembly cable and
torch neck, as well as the contact tip.
(see Section 3.3.5, 3.3.6)