48
Component Identification and Explanation
can be introduced.
Arc Length in Welding.
Keeping a tight, short arc for TIG and Stick is important to prevent inclu-
sions in the weld, especially while weaving. It helps control the puddle.
Keep arc length ≤ 1/8” for TIG. For Stick dragging the rod is the best
policy unless using a cellulose rod, then about 1/8” with a slight whipping/
stepping motion helps the puddle to penetrate.
When welding in MIG mode, too tight of an arc length (<3/8” for most
wire diameters) will produce excess spatter as the wire shorts into the
puddle. This is also dependent up the MIG gun size choice. This creates a
violent reaction in the puddle and will send globules of metal flying out of
the weld. If excess spatter is noticed while MIG welding increase the arc
length and reduce wire speed. If the arc is too long the arc will tend to
wander at the end of the wire.
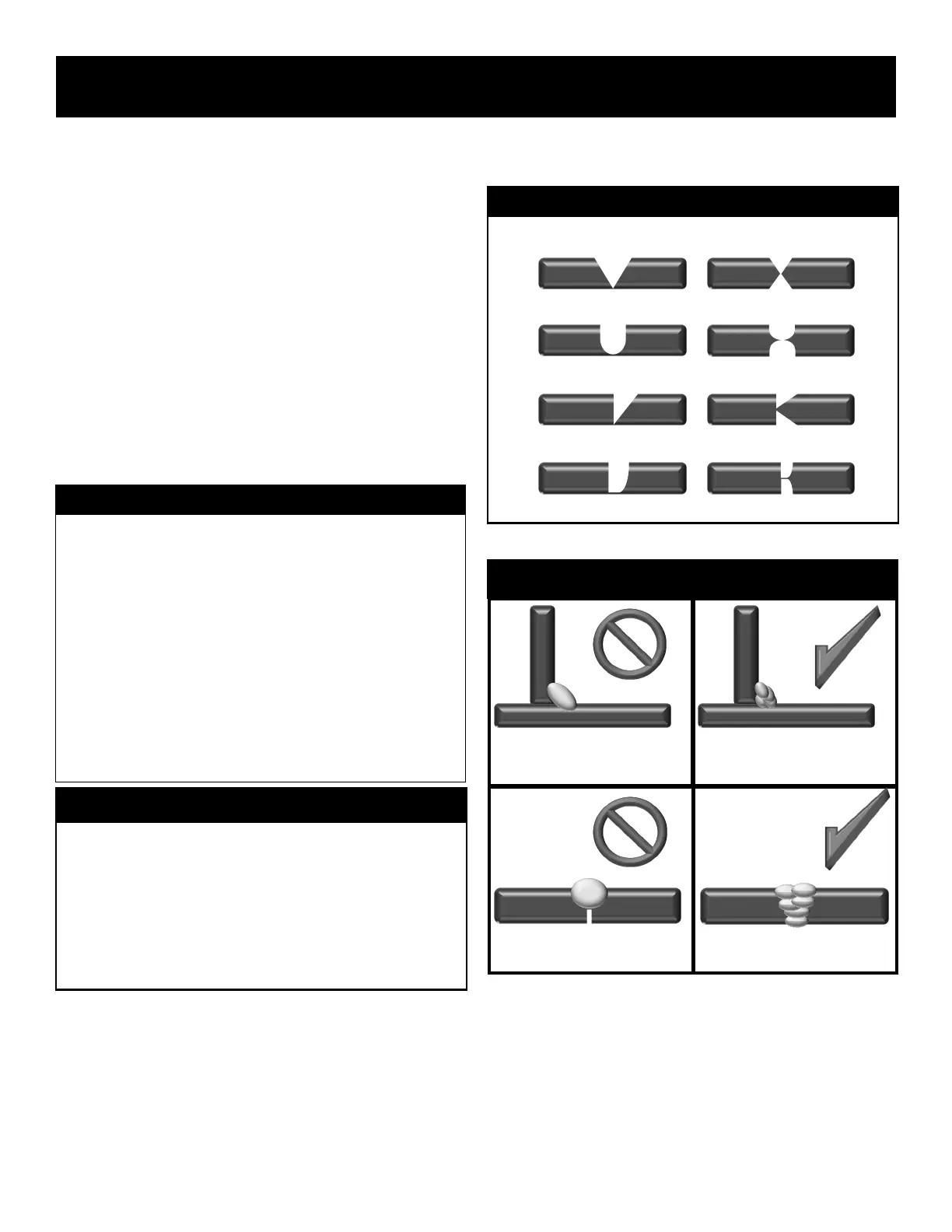
What Are the Different Kinds of Welds?
Besides a butt joint (Flat edge to flat edge) and lap joint (overlapping
edges) which are often used for thinner metal gauges, consider using
one of these groove joints for best welding results. When grinding or
cutting the bevels, especially with a single V-groove, it may be benecial
to leave a small land with a gap between the joint to achieve full penetra-
tion. In this case a temporary backer plate can be used to support the
bottom of the weld to create the root pass. The root weld will weld the
backer to the main plate. This backer can later be ground or cut off.
However, in many cases a plain open root can be used as a backer plate
adds to the time and labor involved. A knife edge is also acceptable so
long as the joint is fully penetrated when the weld is completed. Open
root gaps without a backer can range from 1/16” to 1/8” depending upon
wire diameter and application.
When Do I Use Multi-Pass Welds?
When welding material 1/4” and over be careful about trying to put too
much metal down in a single pass. Use multiple passes to complete the
weld along with any necessary joint preparation especially with wires of
smaller diameter. As metal thickness goes up so does the number of
required passes. Depending upon the wire diameter and power settings
used, a 1/4” joint may only require 1 or 2 passes, but a 3/8” joint in plate
metal or pipe will require not only beveling but 4 to 6 overlapping weld
passes including a cap and root pass. See Example below.
Joint Preparation
DOUBLE J-GROOVE
V-GROOVE (60-80°)
DOUBLE V-GROOVE
DOUBLE U-GROOVE
U-GROOVE
BEVEL GROOVE DOUBLE BEVEL GROOVE
J-GROOVE
≥1/4” Fillet
≥ 1/4” Fillet
s
≥1/4” V
≥ 1/4” Butt
Weld Pass Examples
Explanation of Parameters, Functions and Welding Terms