49
Component Identification and Explanation
Drag or Push MIG?
MIG Welding is fairly simple. Just keep travel angle and direction in mind when welding. A push angle is often recommended for
short circuit MIG and Spray Arc Welding for the least amount of spatter and bead prole. Push is always recommended for
welding Aluminum. The old welder’s saying “If it has slag, you drag.” applies to Flux-Cored Wire welding.
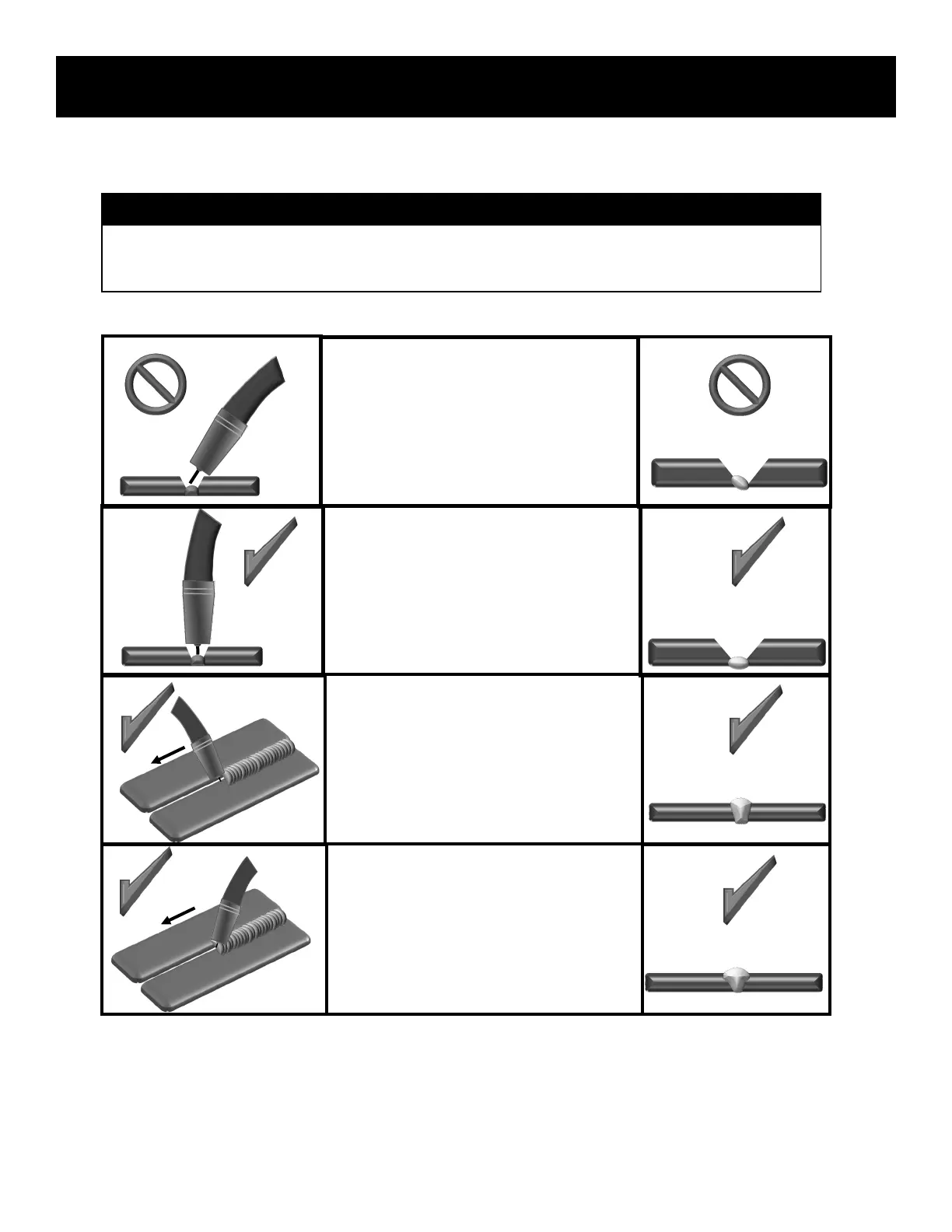
PULL ≤15°
VERTICAL
YES
NO
OK
Problem Technique: The Gun is not being held verti-
cal from side to side. Wire is not being directed to the
center of the puddle. This concentrates heat on one
side of the joint and results in poor fusion on the ne-
glected side. It also can create more buildup on one
side of the joint than the other. Correction: Hold the
gun so that the angle of the neck stands perpendicular
from side to side.
Correct Technique: The gun is held in a near vertical
position. A variance of 5 degrees or less is acceptable
from side to side. The purpose is to prevent the arc
from being concentrated on one side of the weld joint
or the other. This balances the heat on both sides of
the joint and keeps the bead centered. Don’t confuse
this with push or pull angle in the travel direction.
Correct Technique: The gun is angled toward the back
of the weld when traveling forward. This angle should
not exceed 15 degrees. This provides a narrower but
more deeply penetrating weld. Use this method when
Flux Core wire is being used. Use this method where
the unit may be reaching its maximum welding capaci-
ty. Not for use with Aluminum wire.
Correct Technique: The gun can be angled toward the
front of the weld when traveling forward. This angle
should not exceed 15 degrees. This provides a wider
and generally more pleasing weld. However it is shal-
lower penetrating. This method typically allows a much
better view of the arc. Use for most types of welding
unless deeper penetration must be achieved.
PUSH ≤15°
YES
Explanation of Parameters, Functions and Welding Terms