50
The TIG arc start can be performed in three basic ways.
The rst and primary arc starting method used is High Voltage Start. HV
start is a contactless start which is performed by holding the Tungsten off
the metal about 1/8” or less and using the remote to activate the Solid
state HV which will send a high Voltage impulse to the Tungsten, causing
the arc to jump and create continuity to the work, allowing the inverter to
kick in and put out a normal welding arc. This is the most preferred way of
starting, especially with Aluminum. The tip of the Tungsten is not easily
contaminated this way, and it requires little skill to perform. While this unit
technically is considered an HV start, it electronicallysimulates the HF start.
The second method is Lift Start which requires direct, purposeful contact
with the surface of the metal to create continuity followed by a quick lift-off
of the Tungsten to strike the arc. To understand how this works, when the
Tungsten is touched to the metal, there is a small current supplied to the
tip. At the time the Tungsten is lifted up, the welder senses the break of
continuity. Then, the inverter sends full output to the Tungsten tip as the
arc is established through the small spark created by breaking continuity.
This form of Arc Starting is used when people need to start an arc without
the use of an HF energy being present which can interfere with sensitive
electronics nearby. It works well with steel, stainless and similar metals. It
can work with Aluminum, but there is a chance of contamination of the
Tungsten and more rapid wear.
The third method is the Scratch Start method. This method involves a full
current start with a live Tungsten that requires the Tungsten to be lightly,
but quickly scratched on the metal, or drug quickly over the ller wire
which is temporarily touching the metal to draw and strike up the arc. The
quick brush across the metal can create a skipping motion if not performed
correctly which can result in a stuck Tungsten. This is the least efcient
method, but is in common use in the eld with basic DC TIG rigs that have
no automatic control of shielding gas and use a gas-valve torch. However
this unit is not equipped with this type of function, though Live Lift can
function similarly while also providing automatic control over the gas. Live
lift can also be used with a TIG Rig with a valve controlled torch, but the
solenoid will need to be covered when not in use. Use the plastic dust
caps that are included with the unit and are installed on the ttings of the
welder to cover the holes when the solenoid gas valve will not be used.
Starting the Stick arc with a tapping or striking method.
Stick is a fairly simple process. Arc starting can be done with a scratch or
tapping method. The electrode is always live, but the VRD function can
reduce the risk of electrocution, and may be required in some situations
for safety. But it will be more difcult to start the arc. A quick double tap
can help improve arc starting with the VRD engaged.
Component Identification and Explanation
Explanation of Parameters, Functions and Welding Terms
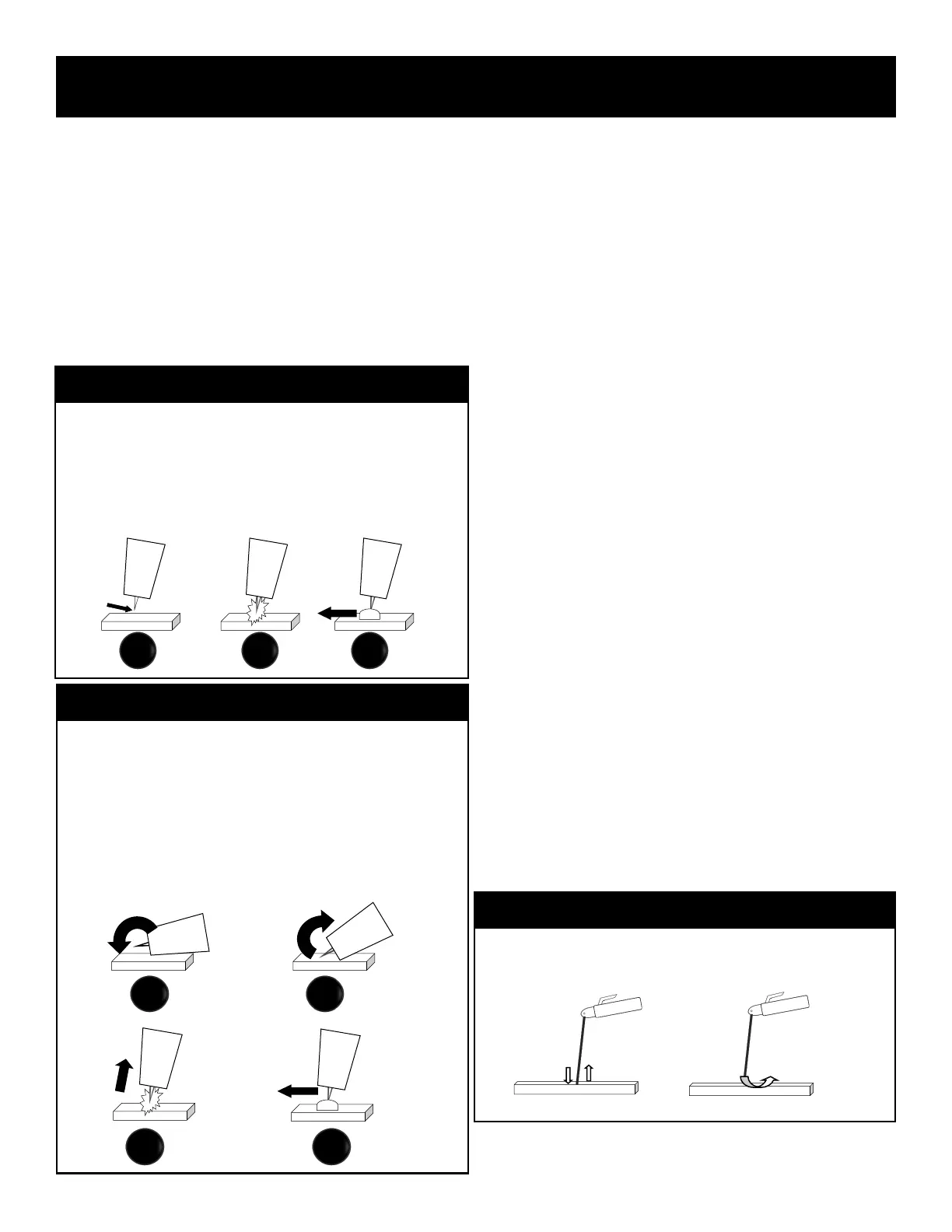
How Do I Perform an HF/HV Start?
Place the point of the tungsten 1/8” or less over the work piece.
Press the torch trigger or foot pedal, and the HV spark will be emit-
ted. It may appear as small sparks or lighting if the arc doesn’t start
immediately. (If Live Lift is used, no pedal or trigger is required.)
Once continuity establishes, the welding arc will begin. You may
begin to advanced the torch when a puddle forms. Maintain 1/8”
height or less while welding.
2
≤1/8” Gap
1 3
How Do I Perform a Lift Start?
Rest the edge of the cup on the work piece so that the tungsten is
slightly off the work. Press the trigger or foot pedal. Quickly rotate
the tungsten to the work using the cup edge as a pivot.
A small spark may be noticed as it touches. Once the Tungsten
touches, quickly and seamlessly rotate the cup back to draw an arc.
Raise the cup to establish the arc to 1/8” or less in height.
Allow the puddle to form and move the torch forward maintaining
1/8 or less height.
≤1/8” Weld Height
3
2 1
4
How Do I Start an Arc With Stick?
There are two basic types of arc starting methods used. The tapping mo-
tion allows pin point placement of the arc, while the scratch start method is
similar to a match strike and is easier for beginners.
Tapping
Scratch/Match Method