Functional characteristics
MIG/MAG welding
099-5TLPXQ-EW501
29.01.2021
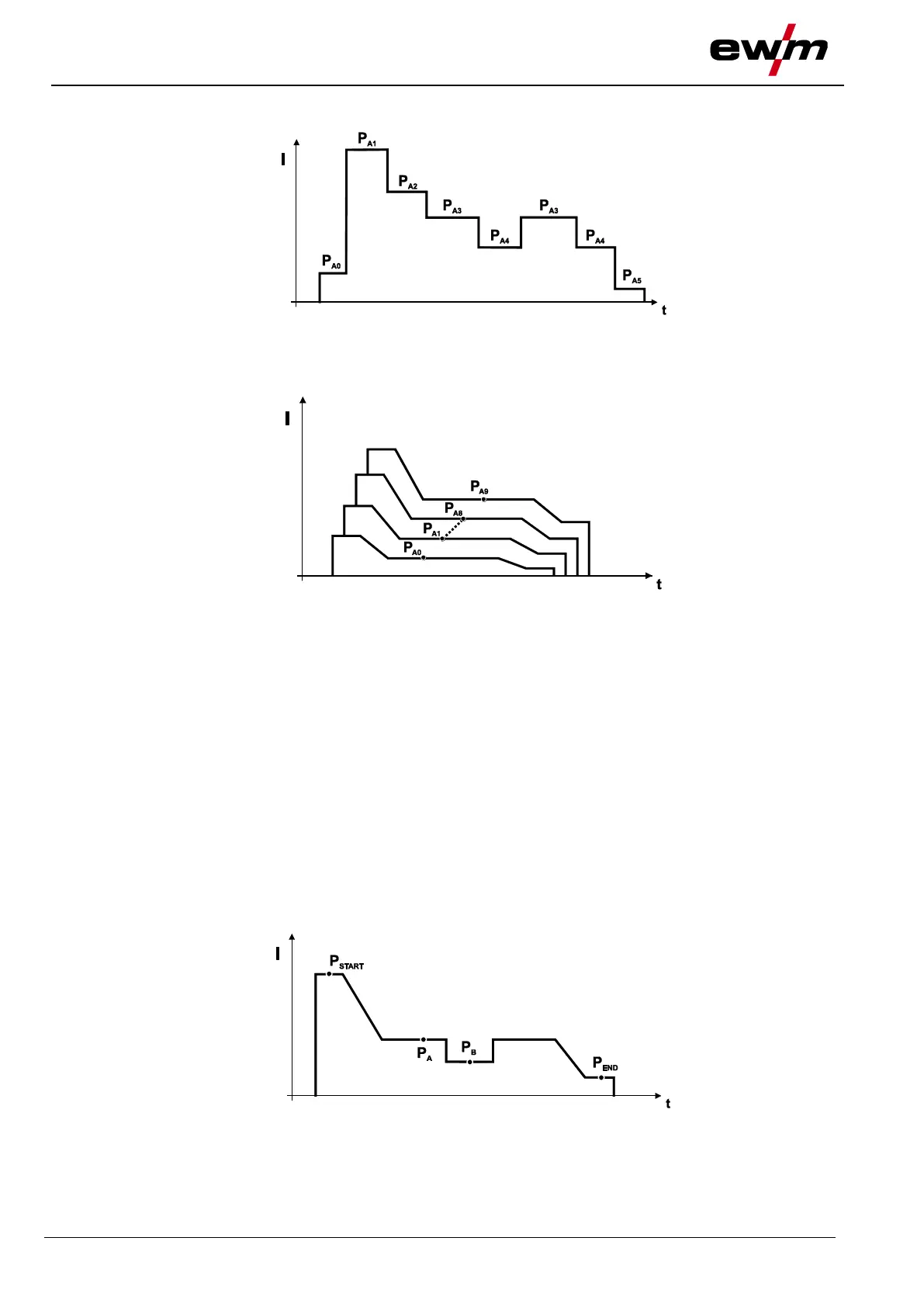
Example 2: Welding different positions on a workpiece (latched)
Figure 5-15
Example 3: Aluminium welding of different sheet metal thicknesses (non-latched or latched
special)
Figure 5-16
Up to 16 programs (P
A0
to P
A15
) can be defined.
An operating point (wire speed, arc length correction, dynamics/choke effect) can be defined
permanently in each program.
Program P0 is an exception: the settings for operating points are made manually here.
Changes to the welding parameters are saved immediately!
5.2.7.2 Program sequence
Certain materials, aluminium for example, require special functions for reliable and high-quality welding.
In this case, the special latched mode is used with the following programs:
• Start program P
START
(avoidance of cold welds at start of seam)
• Main program P
A
(constant welding)
• Reduced main program P
B
(targeted heat reduction)
• End program P
END
)
(avoidance of end-craters by targeted heat reduction)
The programs contain parameters such as wire feed speed (operating point), correction of arc length,
slope times, program duration, etc.
Figure 5-17