27
EN
Examples:
(set welding current = 100 A)
- 100 % starting current = 100 A function deactivated
- 80 % starting current = 80 A SoftStart
- 135 % starting current = 135 A HotStart
- 200 % starting current = 180 A HotStart (maximum current limit reached!)
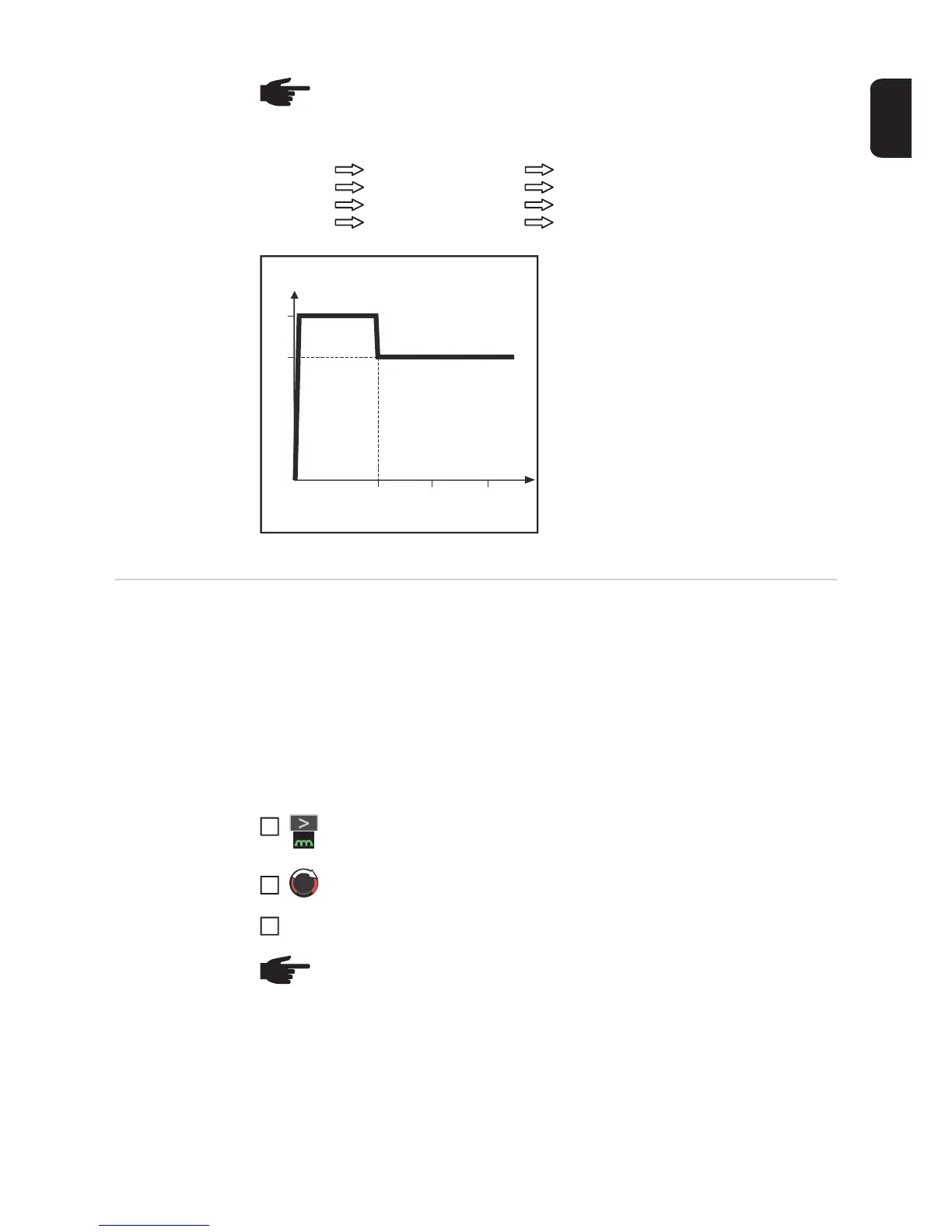
Example of HotStart function
Features of SoftStart function:
- Reduced pore formation with certain
electrode types
Features of HotStart function:
- Improved ignition properties, even
when using electrodes with poor igniti-
on properties
- Better fusion of the base material du-
ring the start-up phase, meaning fewer
cold-shut defects
- Largely prevents slag inclusions
Arc-force dynam-
ic
To obtain optimum welding results, it will sometimes be necessary to adjust the arc-force
dynamic.
Setting range: 0 - 100 (in 2 A stages)
Operating principle:
At the moment of droplet transfer or in the event of a short circuit, the amperage is briefly
increased in order to obtain a stable arc.
If the rod electrode threatens to sink into the weld pool, this measure prevents the weld
pool solidifying, as well as preventing a prolonged short-circuit of the arc. This largely pre-
vents the rod electrode from sticking.
Press the setting value button until
the arc-force dynamic indicator lights up
Turn the adjusting wheel until the desired correction value is reached
Carry out welding
Examples:
- Arc-force dynamic = 0
- arc-force dynamic deactivated
- soft, low-spatter arc
NOTE! The maximum HotStart current is limited to 180 A.
I (A)
t
90A
0,5 s 1 s 1,5 s
120A
NOTE! The maximum arc-force dynamic current is limited to 180 A.
1
2
3

 Loading...
Loading...







