Special functions and options
Arc break watch-
dog function
If the arc breaks and the current does not start to flow again within the time spe-
cified in the set-up menu, the power source cuts out automatically. The service
code "no | Arc" appears on the control panel.
To start the welding process again, press any key on the control panel or the
torch trigger.
Ignition time-
out function
The power source has an ignition time-out function.
Once the torch trigger is pressed, gas pre-flow begins immediately. Ignition then
begins. If an arc does not appear within the time specified in the set-up menu,
the power source cuts out automatically. The service code "no | IGn" appears on
the control panel.
To try again, press any key on the control panel or press the torch trigger.
Tacking function The tacking function is available for the TIG DC welding process.
When a time period is specified for the tAC (tacking) set-up parameter, the tack-
ing function is assigned to 2-step mode and 4-step mode. The operating se-
quence of the modes remains unchanged.
During this period, a pulsed welding current is present that makes the weld pool
run together better when two parts are being tacked.
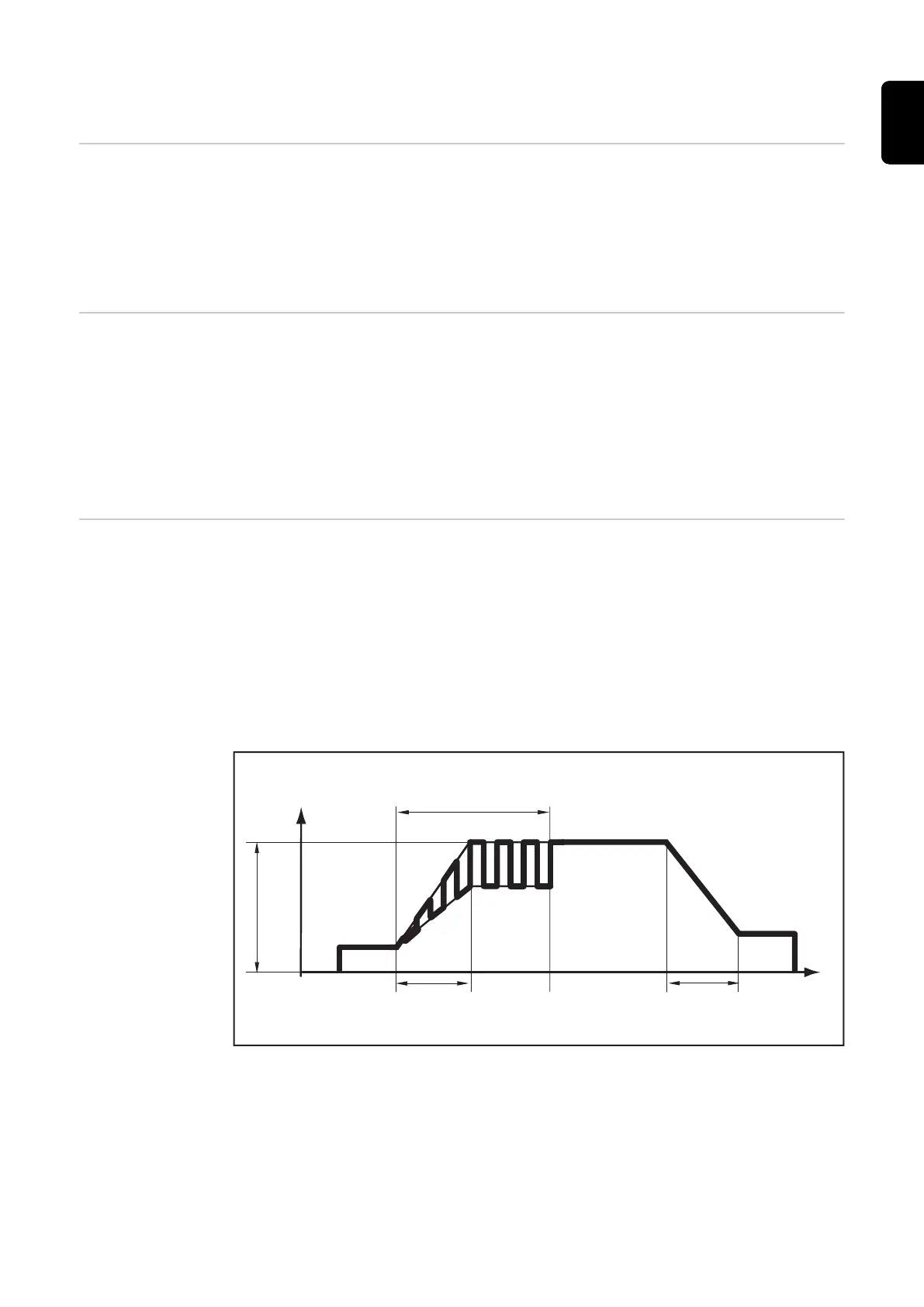
Mode of operation of tacking function when the TIG DC welding process is selec-
ted:
Tacking function - welding current curve
67
EN