6
(7) Einstellregler Drahtgeschwindigkeit
zum Einstellen der Drahtgeschwindigkeit.
- Skala m/min (ipm bei CSA-Ausführung)... zum stufenlosen Einstellen der
Drahtgeschwindigkeit.
- weiße Skalen ... je eine Skala für Schutzgas CO2 und Mischgas bei unter-
schiedlichen Drahtdurchmessern. Die Skalen sind mit Markierungen für die
jeweilige Stellung des Stufenschalters versehen und dienen als Einstellhilfe
(Monomatik).
- Für Schweißdrähte mit abweichendem Durchmesser ist zum Einstellen der
Drahtgeschwindigkeit die Skala m/min in Verbindung mit der jeweiligen
Einstelltabelle auf der Innenseite des linken Seitenteiles zu verwenden.
(8) Anschluss Schweißbrenner
zur Aufnahme des Schweißbrenners.
(9) Wahlschalter Betriebsart
zur Anwahl der Betriebsart.
2-Taktbetrieb
4-Taktbetrieb
Intervall 2-Taktbetrieb
Intervall 4-Taktbetrieb
Punktschweißen
Drahteinfädeln
Bedienelemente
und Anschlüsse
an der Vorder-
front
(Fortsetzung)
Bedienelemente
im Inneren des
Gerätes
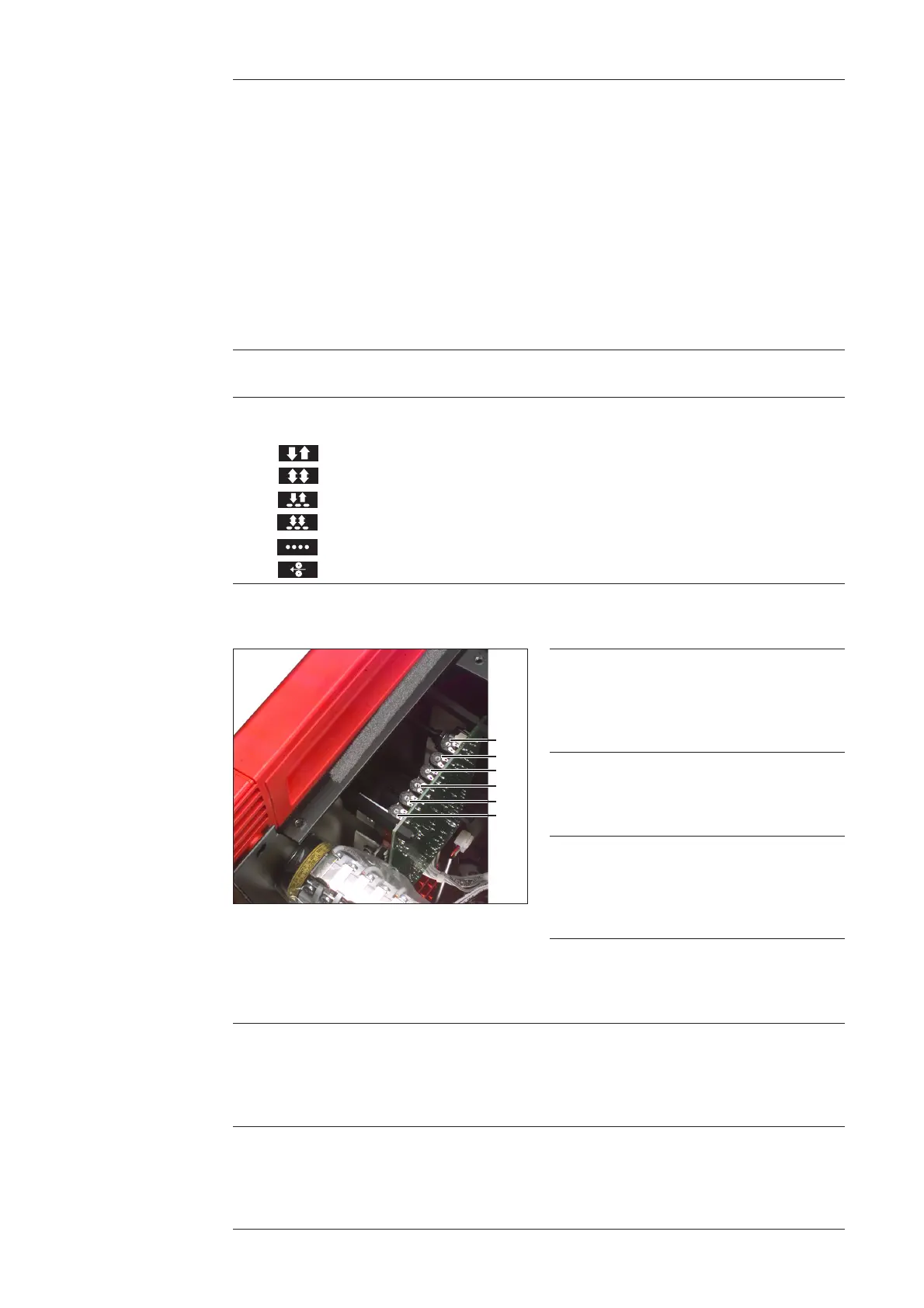
Abb.4 Einstellregler im Inneren des Gerätes
(10)
(11)
(12)
(13)
(14)
(15)
(10) Einstellregler Gasnachströmzeit
zum Einstellen der Gasnachström-
zeit
Einstellbereich: 0,05 - 4,0 sec.
Werkseinstellung: ca. 10%
(11) Einstellregler Anschleichen
ist bei dieser Geräteserie nicht in
Verwendung und muss daher
immer auf „min.“ eingestellt sein
(12) Einstellregler Motordrehzahl
Minimum
zum Einstellen der minimalen
Drehzahl des Drahtvorschub-
Motors
(13) Einstellregler Motordrehzahl
Maximum
zum Einstellen der maximalen
Drehzahl des Drahtvorschub-Motors
(14) Einstellregler Abbrandzeit-Korrektur
verhindert bei richtiger Einstellung ein Festbrennen der Drahtelektrode an
Schweißbad oder Kontaktrohr.
Einstellbereich: 0,01 - 0,1 sec.
Werkseinstellung: ca. 50%
(15) Einstellregler Intervall-Pausenzeit t2
ist aktiv, wenn Wahlschalter Betriebsart in Position Intervall 2-Takt- bzw. Intervall
4-Takt-Betrieb geschaltet ist.
Einstellbereich: 0,03 - 0,5 sec.
Werkseinstellung: ca. 50%