- 10 -
When installed to the air-press (For the case of QC press)
1.How to make die matching (inching operation)?
(1)Switch switching operation function of press controller to “Die matching” position.
(2)Inching valve should be closed.
(3)Press ram descends while press start signal is input and ram stops when press start signal is off.
(4)Ram ascends when inching valve opens.
(5)Repeat the above operations (3) and (4) and carry out die setting. It is easy to operate if regulator or speed controller is
appropriately throttled.
Fine adjustment for jig matching: In the state that ram stops when inching operation is carried out, ram slowly descends
when air pressure is reduced with regulator and ram ascends when air pressure is
boosted. Die matching is easily carried out utilizing this.
(6)When die matching is completed, inching valve should be full open.
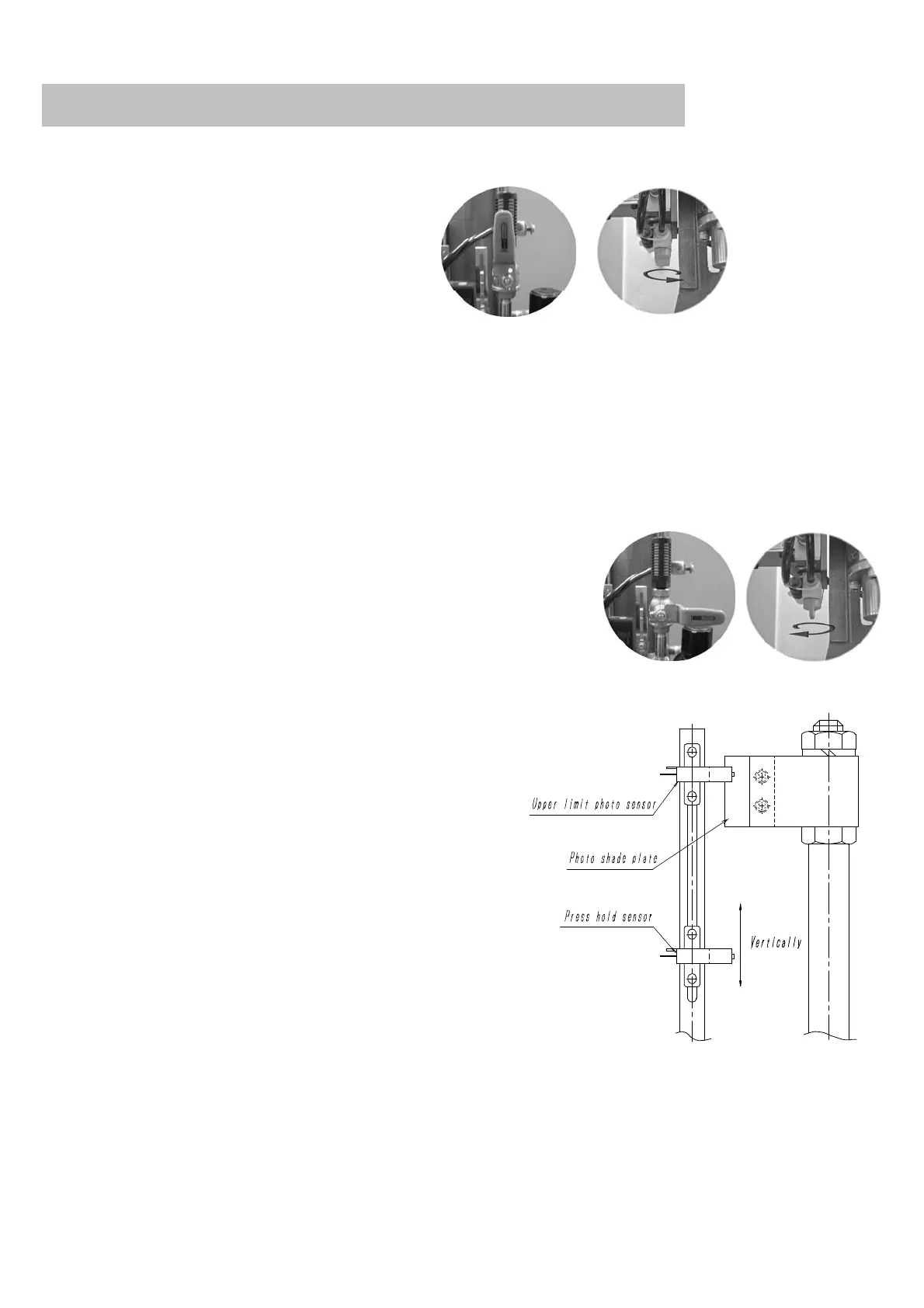
2.Press hold sensor adjustment
(1)Switch for press controller switching operation function
should be switched to “Die matching.” Place product which
is not press-fitted on die (jig) and make upper die slowly
descend with inching operation and stop just before
contacting with the product.
(2)In order to make press hold sensor being operated state by
shade plate at this position, loosen two bolts fixing press
hold sensor switch to adjust while sliding switch vertically.
(3)It is possible to verify operation of press hold sensor using
hold lamp on the face of press controller panel. (Lamp lights
up when switch is operated)
For safety, press hold sensor position should be set to the
lowest possible position.