CD 2301 Order No. BA 92-12-0231A Issue 05.01.10 23
5.2 Functional Principle of Stud Welding
Stud welding with tip ignition is divided into gap stud welding and contact stud welding.
5.2.1 Contact Stud Welding
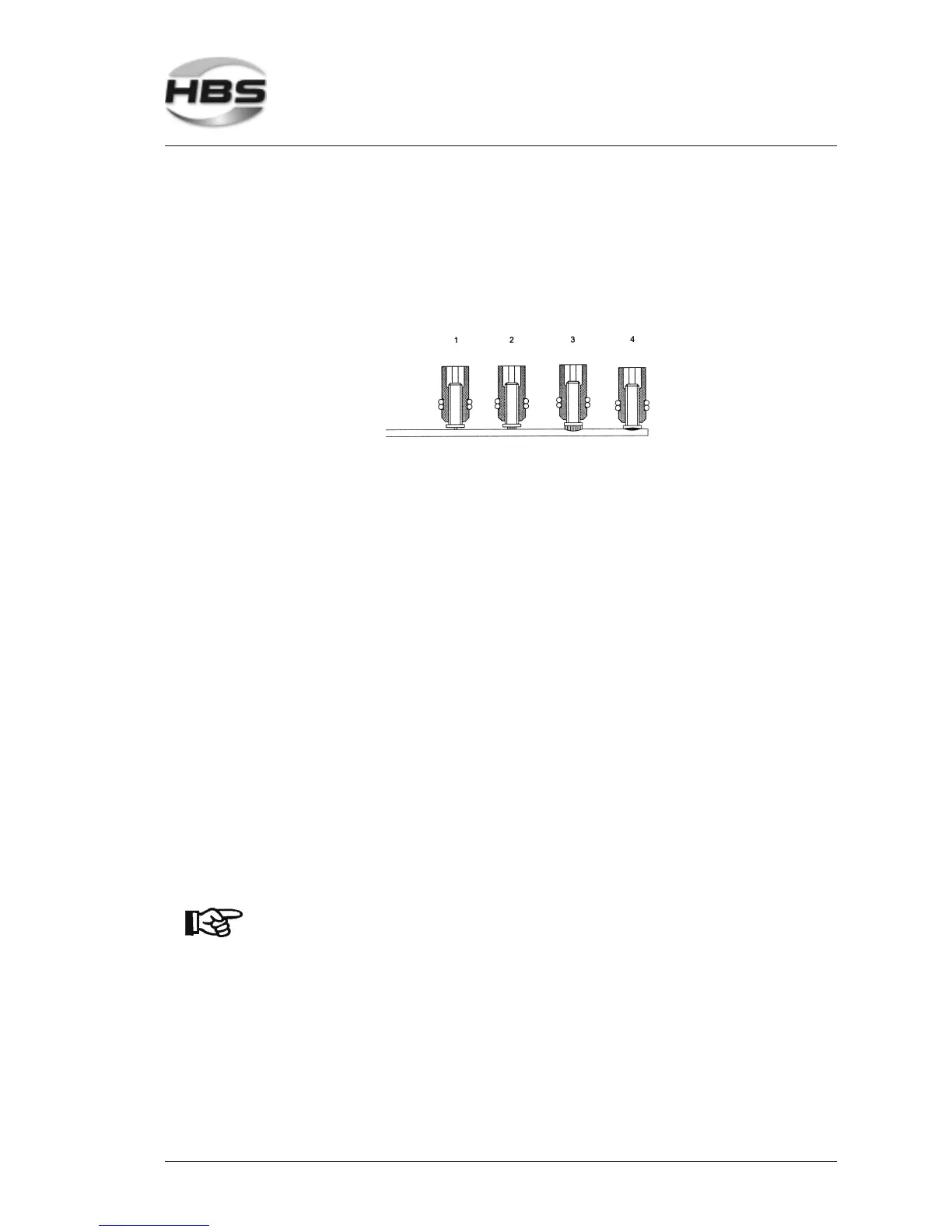
– The welding gun is placed onto the work piece (figure 5.2.1, position 1). The welding
element which projects above the welding gun support legs, is pushed back
tensioning a pressure spring.
– After positioning the welding gun against the work piece, the operator triggers the
welding gun button and starts the welding process; thus the current circuit is closed.
– The capacitors of the power unit are discharged. Because of the high discharge
current, the ignition tip evaporates explosion-like. The air gap between welding
element and work piece is ionized (see figure 5.2.1, position 2), an arc is produced.
– The arc melts the face of the welding element together with an area of the work piece
of about the same dimension (see figure 5.2.1, position 3).
– Caused by the pressure spring, the welding element moves to the work piece with
a speed of 0,5 to 1 m/s. The adjusted spring pressure controls the plunging speed
of the welding element.
– Higher plunging speed leads to shortened arc time and consequently to lower
welding energy with identical voltage setting.
– The arc is cut as soon as the welding element touches the work piece.
– Now the capacitors are short-circuited and the rest of the energy drains off (see figure
5.2.1, position 4).
– The pressure spring continues to push the welding element into the weld pool.
– The weld pool solidifies and the welding element is physically connected to the work
piece.
– The time period between ignition of the arc and solidification of the weld pool is about
3 ms.
With high plunging speed of the welding element, the air gap
closes after vaporization of the ignition tip faster, thus the arc
time becomes shorter. With rapidly oxidizing materials like e.g.
aluminum, the arc must only burn a very short time.
– The use of contact welding for rapidly oxidizing materials like aluminum and
aluminum alloys is limited, as the arcing period with contact welding is longer than
with gap stud welding.
5 Stud Welding Procedure
5.2 Functional Principle of Stud Welding