2.8
STEP 4, DETERMINE OPTIMUM BLADE SPEED, V (ft/min) (m/min)
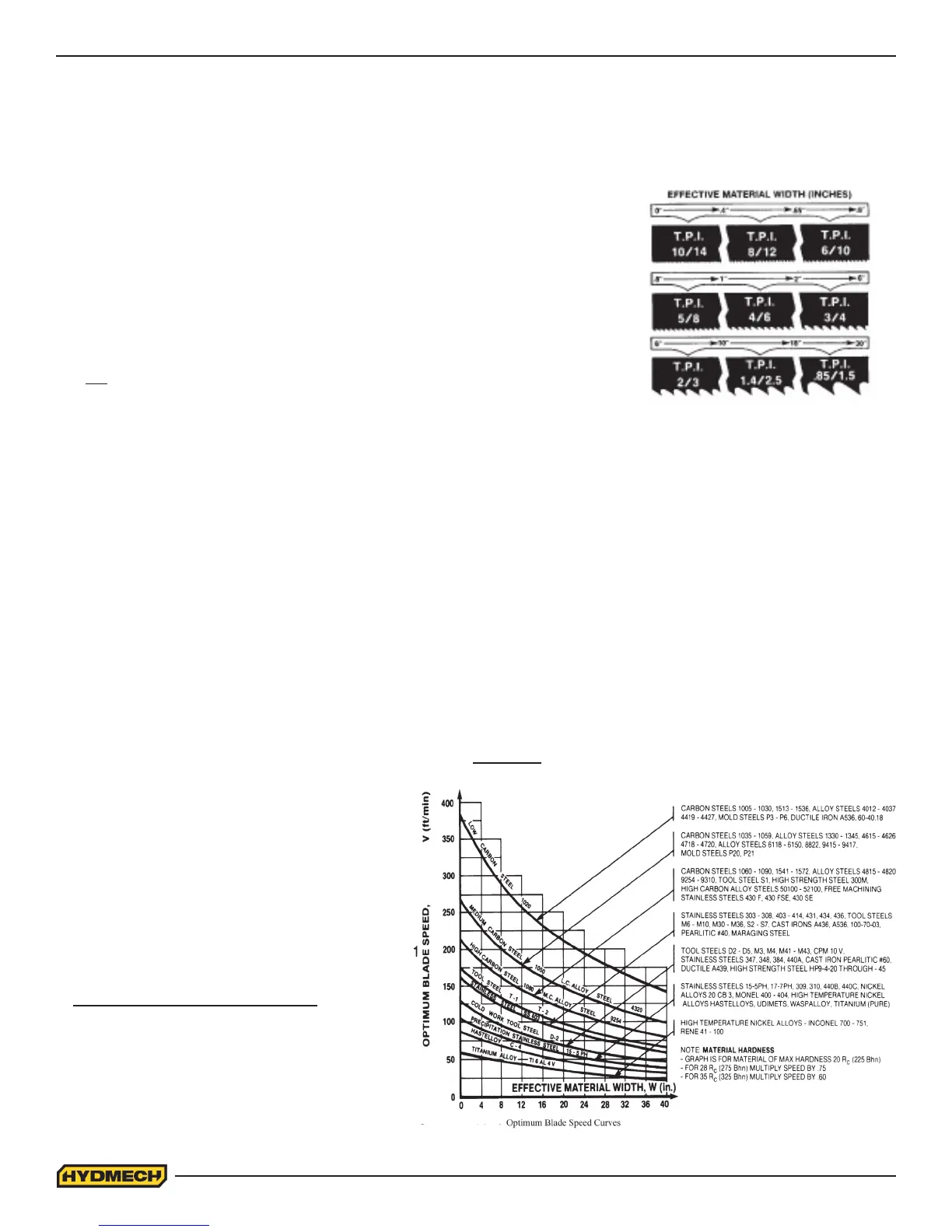
The relationship between optimum blade speed and eective material width for various materials is represented on the
graph shown.
The graph shows that as eective material width gets wider or as material gets harder, lower blade speeds are recom-
mended. If material is narrow or soft, higher blades speeds should be selected.
In Example #1
- 8” (200mm) diameter #1045 Medium Carbon Steel solid bar is to be cut.
- On the graph above nd the Medium Carbon Steel Curve which represents the optimum blade speeds for 1045 Car-
bon Steel.
- On the horizontal axis (eective material width axis) nd number 8 which represents eective material width
of an 8” (200mm) diameter solid.
- Find the point where a vertical line from 8” (200mm) intersects the Medium Carbon Steel Curve.
- From this intersection point run horizontally left to the vertical axis (optimum blade speed axis) and nd the
point marked “200”.
For 8” (200mm) diameter, 1045 Carbon Steel solid bar 200 ft/min (60m/min) is the optimum blade speed.
NOTE: 1) Higher than optimum blade
speed will cause rapid blade dulling. Lower than
optimum blade speeds reduce cutting rates pro-
portionately and do not result in signicantly longer
blade life except where there is a vibration problem.
If the blade vibrates appreciably at optimum speed
as most often occurs with structurals and bundles,
a lower blade speed may reduce vibration and pre-
vent premature blade failure.
2) Material Hardness - The graph
above illustrates blade speed curves for materials
of hardness 20 RC (225 Bhn) or lower. If the materi-
al is hardened then the multipliers need to be used.
These multipliers are given in the NOTE at the bot-
tom right of the graph. As the hardness increases
the optimum blade speed decreases.
STEP 3, DETERMINE OPTIMUM BLADE PITCH - TEETH PER INCH (T.P.I.)
Selecting a blade with proper tooth pitch is important in order to achieve optimal cutting rates and good blade life.
For cutting narrow or thin wall structural materials a ne blade with many teeth per inch (T.P.I.) is recommended. For
wide materials a blade with a coarse pitch should be used. The sketch can be referenced for the blade pitch changes for
diering eective material widths.
It is impractical to change the blade to the proper pitch every time a dierent
width of material is cut and it is not necessary, but remember that the optimum
blade will cut most eciently. Too ne a blade must be fed slower on wide material
because the small gullets between the teeth will get packed with chips before they
get across and out of the cut. Too coarse a blade must be fed slower because
it has fewer teeth cutting and there is a limit to the depth of a cut taken by each
tooth. Allowance for the use of a non-optimum blade is made in STEP 5.
In our Example #1 : Eective material width of 8” (200 mm) & Optimum blade
has 2/3 teeth per inch.