OPERATION
HPR260 Manual Gas Instruction Manual 4-15
1
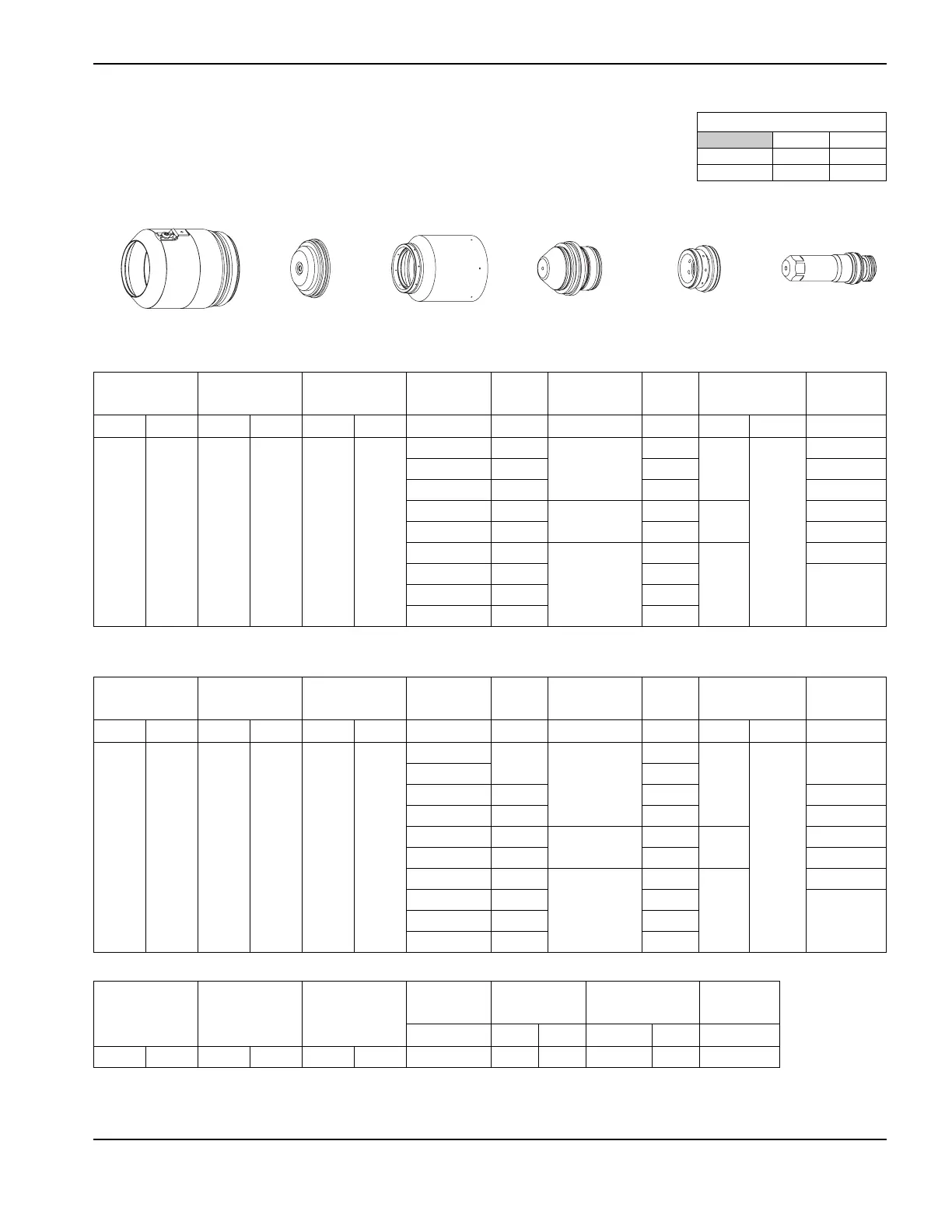
Mild steel
O
2
Plasma / Air Shield
200 A Cutting
220356220398 220352220355 220353220354
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm in mm/min ipm Volts
N
2
N
2
10 10 10 10
15
2.5 0.100 6350 250 130
Marking
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
mm
Volts mm mm/m mm factor % seconds
O
2
Air24656928
6
124
3.3
5250
6.6
200
0.2
10
126 3460 0.3
12
128 3060 0.5
15
131
4.1
2275
8.2
0.6
20
133 1575 0.8
25
143
5.1
1165
10.2
1.0
32
145 750
Edge start
38
152 510
50
163 255
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Plasma Shield Plasma Shield Plasma Shield
in
Volts in ipm in factor % seconds
O
2
Air24656928
3/16
124
0.130
230
0.260
200
0.2
1/4
200
3/8
126 140 0.3
1/2
128 115 0.5
5/8
131
0.160
80
0.320
0.6
3/4
133 65 0.8
1
143
0.200
45
0.400
1.0
1-1/4
145 30
Edge start
1-1/2
152 20
2
163 10
Flow rates – lpm/scfh
O
2
Air
Preflow 0 / 0 128 / 270
Cutflow 39 / 82 48 / 101
 Loading...
Loading...







