EN
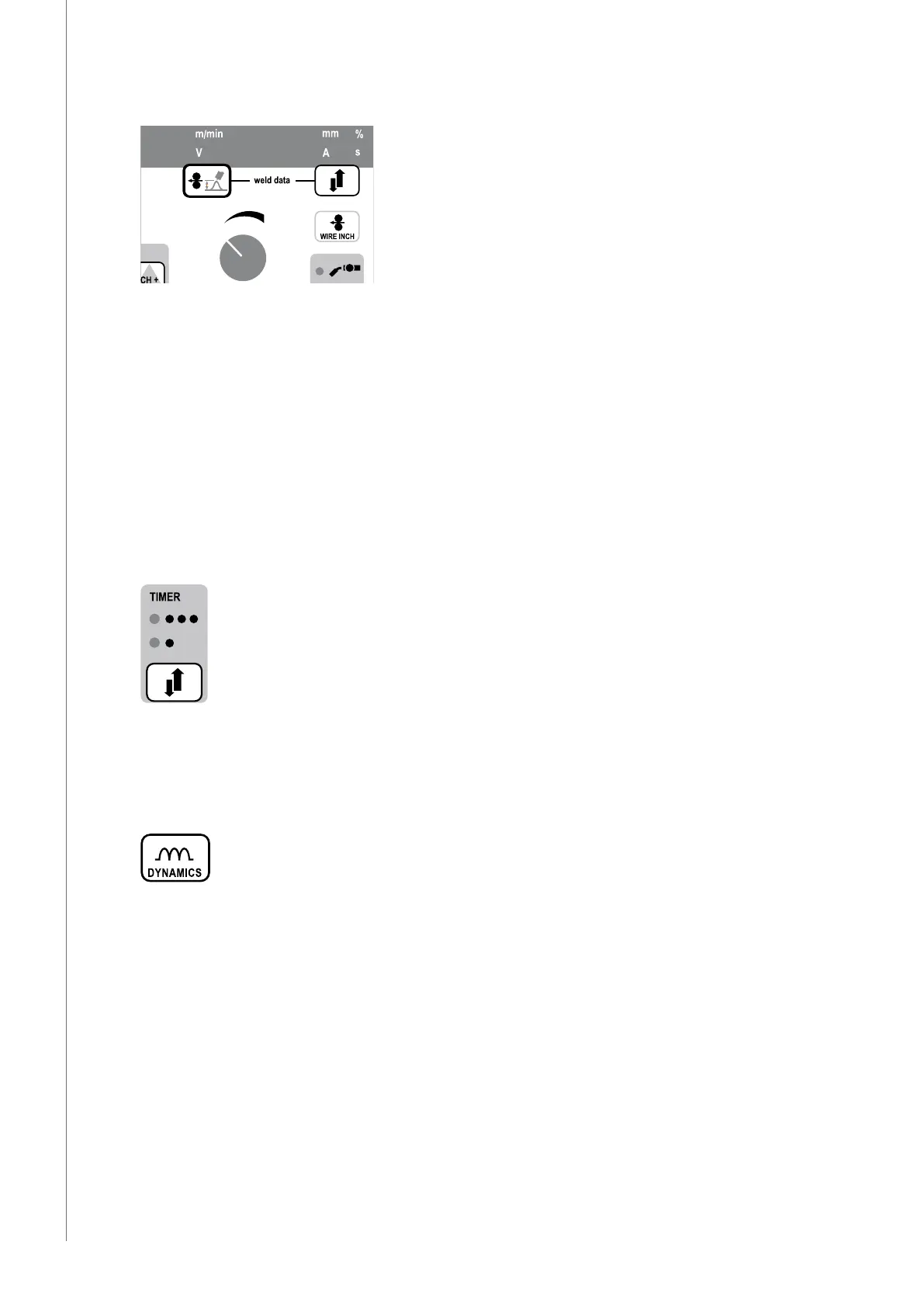
3.3.4 Adjustments, display and weld data
Display for welding current and welding material thickness. Changing can be made using the
button behind the display. There is a percentage display (eg. gas consistency) and seconds
display (see timer). The relative length of arc will be displayed when adjusted. Otherwise the
predicted current value is displayed (not in 2-MIG).
Process Manager™ for setting all welding parameters.
The display for wire feed speed, welding voltage or material group. This can be switched using
the button under the display (wire feed speed/length of arc). The voltage can be adjusted
in the normal and 1-MIG position (wire feed range/the length of arc). During pulse welding
the voltage is determined by the wire feed speed while the length of arc aects some other
parameters.
When pressed simultaneously, the weld data buttons recall the wire feed speed on the display,
the welding voltage and welding current values which have been used when welding was
stopped.
3.3.5 Timer
intermittent welding
spot welding
The spot time is set immediately after pressing the switch button, on the display SPt. The
pause time is set accordingly, on the PSE display. The time is set using the Process Manager.
3.3.6 Adjustment of welding dynamics
For adjusting of MIG/MAG welding dynamics, the adjustment value dyn -9...0...9 is displayed.
The welding stability and quantity of spatter are aected by the welding dynamics control,
the 0-position is the recommended reference range. Values -9...-1 give a smoother arc and less
spatter, while values 1...9 give a rougher arc and increased stability, when using a 100% CO₂
shielding gas when welding steel.
Kempact Pulse 3000, KempactCool 10
14

 Loading...
Loading...







