Start-up
- 12 -
11.18909.1550.1-08
 Repeat the operations for setting the Hotstart time
"tSt" secondary parameter.
 Exit the secondary parameters by pressing the Menu
button 55.
Alternatively, the Hotstart secondary parameter can
be called up by keeping the selection button 31
pressed for 2 secs. with Hotstart (LED 33 lights up)
selected. (Control Pro)
Arc dynamics (Arc Force)
The electrode is prevented from burning in in the
weld pool by means of a brief current increase with
a short arc.
 Press button 30 until the ARC symbol (LED 38) lights
up. (Control Pro)
 Press button 55 to call up the secondary parameters.
 Select the Arc dynamics secondary parameter (Code
"dAF") by turning the control knob 56.
 Conrm the secondary parameter by pressing the
control knob 56.
 Set the desired value by rotating the control knob 56.
 Conrm the setting by pressing the control knob 56.
 Exit the secondary parameters by pressing the Menu
button 55.
Alternatively, the arc dynamics secondary parameter
can be called up by keeping the selection button 30
pressed for 2 secs. with Arc dynamics (LED 38 lights
up) selected. (Control Pro)
12.1 Electrode welding process
Switch on the system
 Switch on the system at the main switch 6.
 Press button 50 (Control Pro) or 58 (BasicPlus) re-
peatedly until the desired electrode operating function
is selected.
9 The electrode basic, rutile or CEL symbol (LED 47, 48
or 49) lights up.
 Press button 31 in order to switch on the Hotstart or
regular function. (Control Pro)
 Press button 30 in order to switch the Up, Arc Force
and
Pulse function on or off. (Control Pro)
 Use control knob 56 to set the desired welding current.
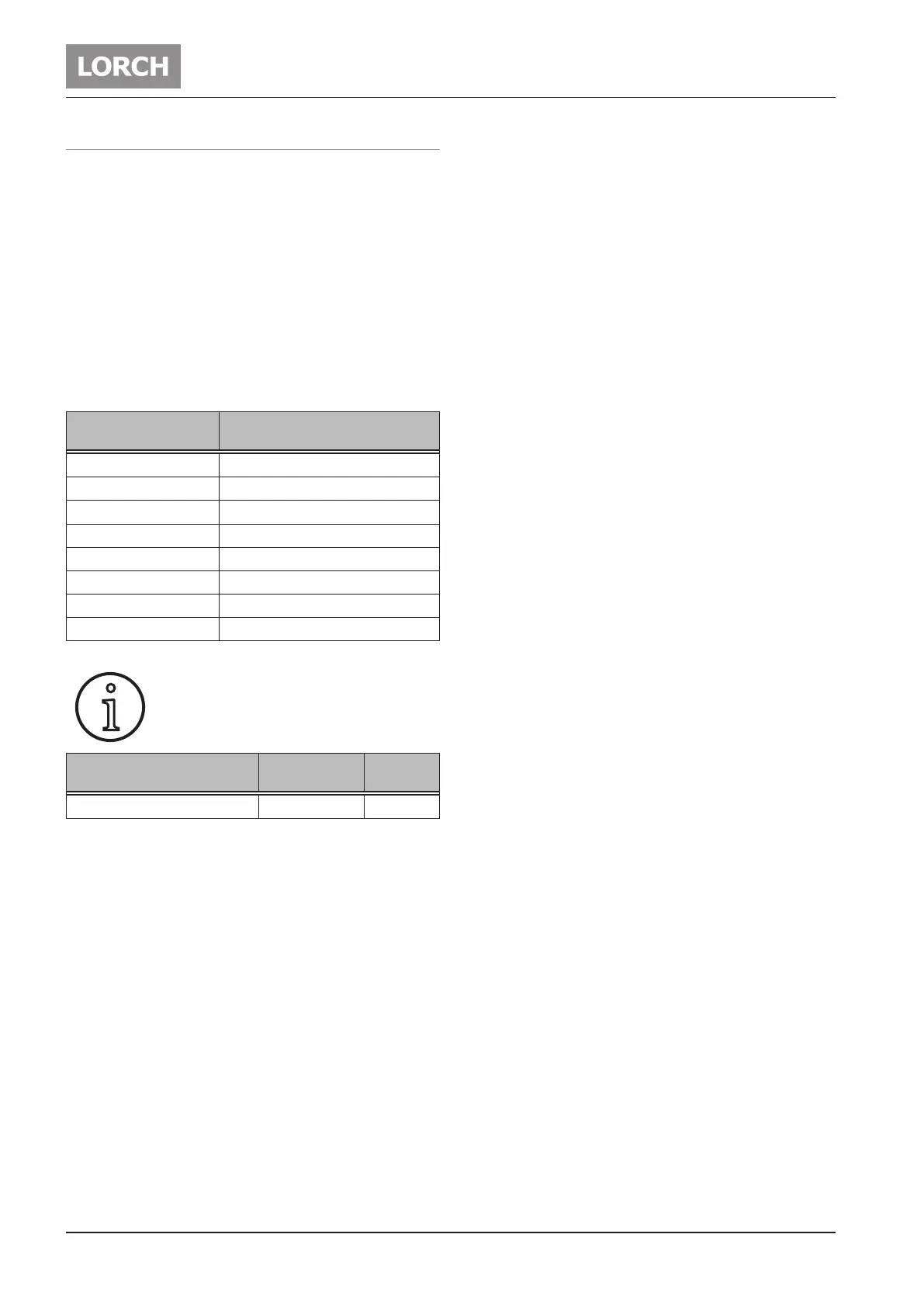
Electrode Ø [mm]
Recommended current in-
tensity [A]
1,5 20...40
2,0 35...60
2,5 45...100
3,2 75...140
4,0 130...190
5,0 180...280
6,0 230...370
8,0 290...420
Tab. 1: Electrode diameter - Electrode
Please follow the electrode manufacturer's
instructions
Electrode welding cur-
rent
Range
Factory
setting
Welding current l1 10 to 350 A 100
Tab. 2: Electrode welding current
Arc ignition
 Briey touch the workpiece at the point to be welded
using the electrode and lift the electrode a little.
9 The arc burns between the workpiece and the elec-
trode.
Hotstart
Ignition performance is improved by increasing the
welding current (Hotstart).
 Press button 31 until the Hotstart (LED 33) symbol
lights up. (Control Pro)
 Press button 55 to call up the secondary parameters.
 Select the secondary parameter Hotstart (Code "ISt")
by rotating the control knob 56.
 Conrm the secondary parameter by pressing the
control knob 56.
 Set the desired value by rotating the control knob 56.
 Conrm the setting by pressing the control knob 56.