Start-up
- 13 -
11.18 909.1550.1-08
12.2 TIG welding process
Switch on the system
 Switch on the system at the main switch 6.
 Press button 50 (Control Pro) or 58 (BasicPlus) re-
peatedly until the desired TIG operating mode is se-
lected.
9 The TIG symbol (LED 44) lights up.
 Press button 30 to turn the Pulse function on or off.
(Control Pro)
 Use control knob 56 to set the desired welding cur-
rent.
TIG welding current Range
Factory
setting
Welding current I1 10 to 350 A 100
Tab. 3: TIG welding current
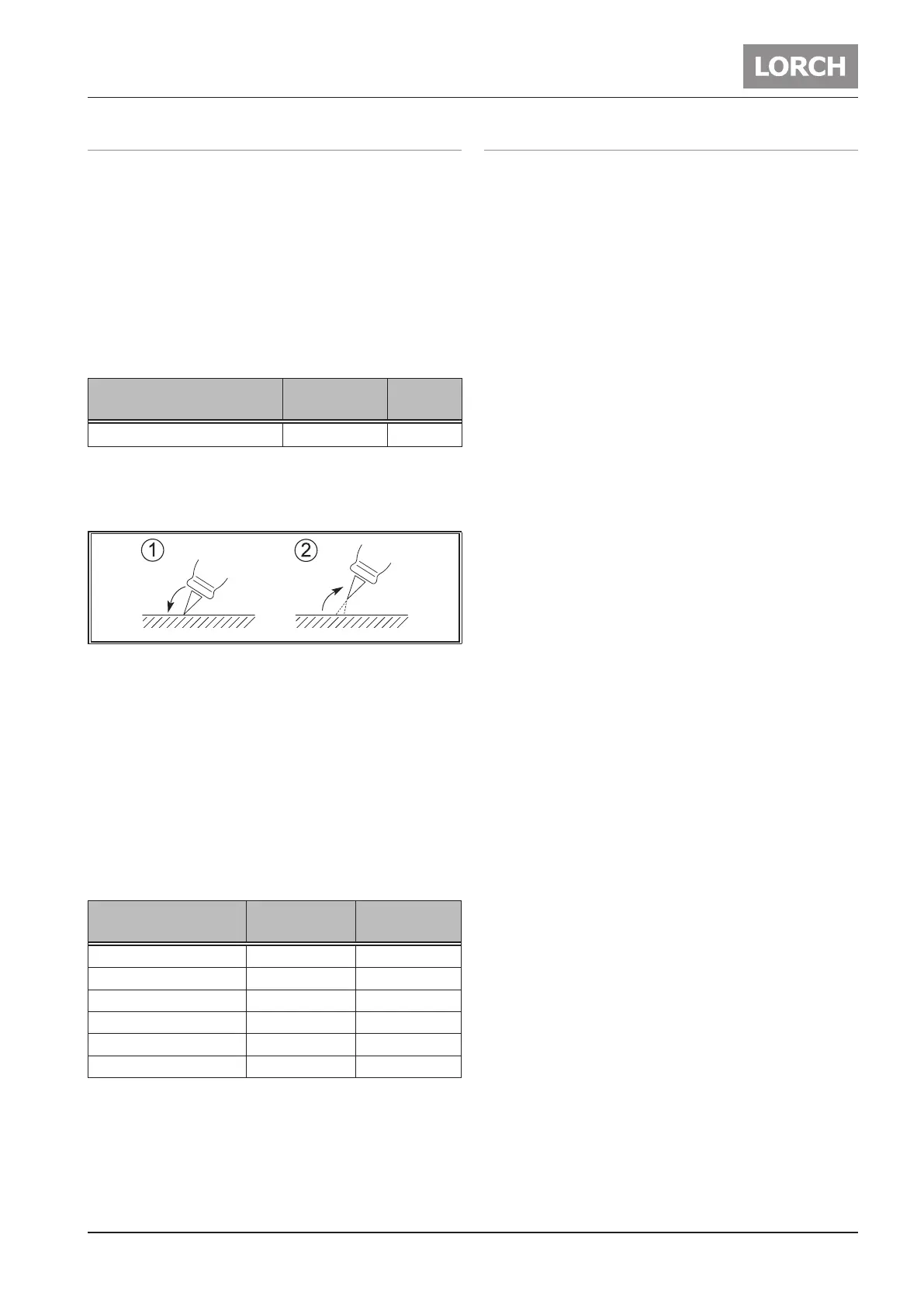
Arc ignition
 Open the valve 19 on the TIG welding torch.
 Briey touch the workpiece with the tip of the elec-
trode at the point to be welded.
 Lift the electrode a little.
9 The arc burns between the workpiece and the elec-
trode.
Upslope
A short-circuit current of 60 A is used for igniting during
the TIG welding process. The upslope takes place with
115 A/s until the set welding current is reached.
Guideline values for the current intensity and
the gas quantity.
Tungsten electrode
diameter [mm]
Current in-
tensity [A]
Gas quantity
[l/min]
1,0 3...40 4
1,6 15...130 5...6
2,0 45...180 5...8
2,4 70...240 6...10
3,2 140...320 6...12
4,0 220...450 6...14
12.3 MIG welding process (MIG/MAG)
Switch on the system
 Switch on the system at the main switch 6.
 Press button 51 (Control Pro) or 58 (BasicPlus) re-
peatedly until the desired CV or CC (Control Pro) op-
erating mode has been selected.
9 The CV or CC symbol (LED 45 or 46) lights up.
 Use control knob 56 to set the desired welding cur-
rent (CC) (Control Pro) or welding voltage (CV).